摘要:在分析丝杠动态误差测量基本原理的基础上,简述了基于DSP运动控制器的比杠副动态误差测控系统,并开发了计算机辅助自动分析测控软件,该软件具有良好的人机操作界面。系统实现了丝杠的自动测量、自动分析、自动精度验收评定,检测效率高、操作性强、性能稳定可靠。
关键词:DSP运动控制器 开放式伺服系统 光栅尺 丝杠副动态测量
滚珠丝杠副是一种高精度、高效率的传动机构。丝杠的精度检测是丝杠加工中的重要一环,它直接影响到丝杠系列产品的精度和质量。
 目前常规的丝杠检测方法主要有动态测量与静态测量两种。其中,动态测量较传统的静态测量具有测量精度高、复杂性好、效率高、检测人员劳动强度低、检测自动化程度高等优点,因此在一些大批量、规模化丝杠系列的生产与安装调试场合,动态测量已基本取代了静态测量,成为丝杠检测的主要手段。本文结合科研项目开发了基于DSP运动控制器的丝杠副动态测控系统,使丝杠副检测的效率得到了提高,使用效果良好。
1 丝杠动态误差测量系统基本原理
丝杠动态测量是指丝杠在回转中连续测量丝杠螺距误差和螺旋线误差,并自动记录下误差值。与静态测量相比,动态测量具有精度高、测量速度快的优点,并且可大大减轻劳动强度。
丝杠动态测量的基本工作原理是通过丝杠的实际螺旋线与标准螺旋线相比较来求得被测丝杠的螺旋线误差。图1给出了被测丝杠的螺旋线误差示意图。
螺旋线误差Δ可由式(1)求得:
Δ=Z-(θ/2π)/T (1)
其中,Z——测量头沿丝杠轴线方向的行程
T——被测丝杠的导程
目前常规的丝杠检测方法主要有动态测量与静态测量两种。其中,动态测量较传统的静态测量具有测量精度高、复杂性好、效率高、检测人员劳动强度低、检测自动化程度高等优点,因此在一些大批量、规模化丝杠系列的生产与安装调试场合,动态测量已基本取代了静态测量,成为丝杠检测的主要手段。本文结合科研项目开发了基于DSP运动控制器的丝杠副动态测控系统,使丝杠副检测的效率得到了提高,使用效果良好。
1 丝杠动态误差测量系统基本原理
丝杠动态测量是指丝杠在回转中连续测量丝杠螺距误差和螺旋线误差,并自动记录下误差值。与静态测量相比,动态测量具有精度高、测量速度快的优点,并且可大大减轻劳动强度。
丝杠动态测量的基本工作原理是通过丝杠的实际螺旋线与标准螺旋线相比较来求得被测丝杠的螺旋线误差。图1给出了被测丝杠的螺旋线误差示意图。
螺旋线误差Δ可由式(1)求得:
Δ=Z-(θ/2π)/T (1)
其中,Z——测量头沿丝杠轴线方向的行程
T——被测丝杠的导程
 θ——被测丝杠转过的角度
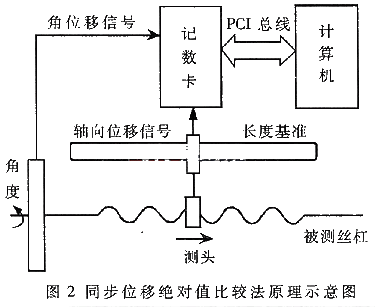
本测量系统采用“同步位移绝对值比较法”进行测量,其原理如图2所示。具体方法为:记数卡以一定采样间隔同步采集角位移信号和测头轴向位移信号,通过记数卡本身所具有的信号处理系统将两路信号进行高倍数电子细分后传送给计算机系统,再由相应的软件将信号转换为位移量,通过计算机实时处理计算出丝杠误差值。两路信号在计算机处理之间未发任何联系,通过计算机处理使使它们成为丝杠螺旋线的角度基准量和轴向位移量,并通过比较计算出误差值。
2 丝杠副动态测控系统硬件
2.1 基于DSP的驱动控制器MCT8000F4简介
深圳摩信科技公司的MCT8000系列智能运行控制器包括主控制板、接口板以及控制软件等,具有开放式结构、高速、高精度、网际在线控制、多轴同步控制、可重构、高度集成、高度可靠和安全等特点,是新一代开放式结构的高性能可编程运动控制器。
根据系统需要选用MCT8000F4四轴运动控制器。图3为DSP多轴运动器的硬件原理图。图中增量编码器的A0(/A0)、B0(/B0)、C0(/C0)信号作为位置反馈信号,运动控制器通过中倍频、加减计数器得到实际的位置,实际位置信息被存在位置寄存器中,计算机可以通过控制寄存器进行读取。运动控制器的目标位置通过数据采集系统得到,并由计算机进行计算得到位置误差值,再经过加减速控制和数字滤波后送到D/A转换器(DAC)、运算放大器、脉宽调制器(PWM)等硬件处理电路,处理后输出伺服电机的控制信号或PWM信号。各个控制轴可以独立完成伺服控制,并能够实现插补控制。
图3
MCT8000F4运动控制器具有如下特征:
%26;#183;网际浮动式操作界面,方便远程在线、多系统协调作业,支持远程调试和故障诊断;
%26;#183;开放式结构,可随意增加外部传感器,扩展系统功能;
%26;#183;高可靠性双CPU结构,下位机可脱离上位机工作;
%26;#183;每轴10μs的高伺服更新速度,可直接控制DD(Direct Drive)臂机器人和高速直线电机;
%26;#183;优良有软硬件重构特性,便于技术升级和维护;
%26;#183;兼容性好,配备摩集科技公司生产的运动控制模块,可以控制多种机器人、数控机床以及其它过程控制系统。
图4
MCT8000F4运动控制器技术参数为:
%26;#183;四通道0~2MHz的正负步进脉冲输出,作为正负方向控制信号。
%26;#183;四通道12位模拟量输出,输出范围为-10V~+10V,工作频率为100kHz。
%26;#183;四通道光电编码器接口,24位计数器,计数频率17MHz,差动或单端输入,Index信号,内部数字滤波。
%26;#183;与主机连接方式:标准PCI总线高速接口。
%26;#183;支持单主机多块控制板同时工作。
%26;#183;操作系统:Windows 95/98/NT/Linux。
θ——被测丝杠转过的角度
本测量系统采用“同步位移绝对值比较法”进行测量,其原理如图2所示。具体方法为:记数卡以一定采样间隔同步采集角位移信号和测头轴向位移信号,通过记数卡本身所具有的信号处理系统将两路信号进行高倍数电子细分后传送给计算机系统,再由相应的软件将信号转换为位移量,通过计算机实时处理计算出丝杠误差值。两路信号在计算机处理之间未发任何联系,通过计算机处理使使它们成为丝杠螺旋线的角度基准量和轴向位移量,并通过比较计算出误差值。
2 丝杠副动态测控系统硬件
2.1 基于DSP的驱动控制器MCT8000F4简介
深圳摩信科技公司的MCT8000系列智能运行控制器包括主控制板、接口板以及控制软件等,具有开放式结构、高速、高精度、网际在线控制、多轴同步控制、可重构、高度集成、高度可靠和安全等特点,是新一代开放式结构的高性能可编程运动控制器。
根据系统需要选用MCT8000F4四轴运动控制器。图3为DSP多轴运动器的硬件原理图。图中增量编码器的A0(/A0)、B0(/B0)、C0(/C0)信号作为位置反馈信号,运动控制器通过中倍频、加减计数器得到实际的位置,实际位置信息被存在位置寄存器中,计算机可以通过控制寄存器进行读取。运动控制器的目标位置通过数据采集系统得到,并由计算机进行计算得到位置误差值,再经过加减速控制和数字滤波后送到D/A转换器(DAC)、运算放大器、脉宽调制器(PWM)等硬件处理电路,处理后输出伺服电机的控制信号或PWM信号。各个控制轴可以独立完成伺服控制,并能够实现插补控制。
图3
MCT8000F4运动控制器具有如下特征:
%26;#183;网际浮动式操作界面,方便远程在线、多系统协调作业,支持远程调试和故障诊断;
%26;#183;开放式结构,可随意增加外部传感器,扩展系统功能;
%26;#183;高可靠性双CPU结构,下位机可脱离上位机工作;
%26;#183;每轴10μs的高伺服更新速度,可直接控制DD(Direct Drive)臂机器人和高速直线电机;
%26;#183;优良有软硬件重构特性,便于技术升级和维护;
%26;#183;兼容性好,配备摩集科技公司生产的运动控制模块,可以控制多种机器人、数控机床以及其它过程控制系统。
图4
MCT8000F4运动控制器技术参数为:
%26;#183;四通道0~2MHz的正负步进脉冲输出,作为正负方向控制信号。
%26;#183;四通道12位模拟量输出,输出范围为-10V~+10V,工作频率为100kHz。
%26;#183;四通道光电编码器接口,24位计数器,计数频率17MHz,差动或单端输入,Index信号,内部数字滤波。
%26;#183;与主机连接方式:标准PCI总线高速接口。
%26;#183;支持单主机多块控制板同时工作。
%26;#183;操作系统:Windows 95/98/NT/Linux。
 2.2 丝杠副动态误差测控系统组成
丝杠副动态误差测控系统硬件构成如图4所示,主要包括以下几个部分:(1)光栅测长、磁栅测角部分;(2)温度采集部分;(3)尾架补偿部分;(4)误差显示与输出部分;(5)主计算机控制部分;(6)主轴交流伺服电机驱动部分。系统采用模块化设计,各部件选用独立功能模块,通过计算机控制组合,大大简化了系统设计,增加了可靠性,缩短了设计周期,增强了系统的灵活性。
根据系统对主轴转速稳定可调的要求,主轴伺服电机控制系统采用上、下位机控制方式。上位机选用研祥工控机,该工控机不但作为上位伺服控制级,
2.2 丝杠副动态误差测控系统组成
丝杠副动态误差测控系统硬件构成如图4所示,主要包括以下几个部分:(1)光栅测长、磁栅测角部分;(2)温度采集部分;(3)尾架补偿部分;(4)误差显示与输出部分;(5)主计算机控制部分;(6)主轴交流伺服电机驱动部分。系统采用模块化设计,各部件选用独立功能模块,通过计算机控制组合,大大简化了系统设计,增加了可靠性,缩短了设计周期,增强了系统的灵活性。
根据系统对主轴转速稳定可调的要求,主轴伺服电机控制系统采用上、下位机控制方式。上位机选用研祥工控机,该工控机不但作为上位伺服控制级,
 同时也作为丝杠动态误差测控系统的控制主机。下位机选用深圳摩信公司生产的基于DSP技术的四轴运动控制器MCT8000F4作为下位伺服控制器,实现伺服系统的速度和位置控制。上、下位机通过总线形式连接,实现高速数据传输及控制。这是一种以PC机作为信息处理平台、将运动控制器以插卡形式嵌入PC机的伺服控制系统,即“PC机+运动控制器”模式的开放式亿吨服控制系统。它将PC机的信息处理能力和开放式的特点与运动控制器的运动轨迹控制能力有机地结合在一起,具有信息处理能力强、开放程度高、运动轨迹控制准确、通用性好的特点。
丝杠副动态误差测控系统数据采集系统结构如图5所示。在系统中,主轴转动采用交流伺服电机作为拖动元件并由运动控制器控制电机运行来实现,这种办法还可以进行速度调节。电机经过机械传动装置驱动主轴,圆磁栅安装于传动主轴上,测量时由拨盘带动被测丝杠和圆磁栅同步转动,丝杠旋转时由带动头带动螺母小车沿导轨做轴向运动,光栅尺传感器的读数头随测量头和螺母小车做轴向移动。
3 丝杠副动态测控系统软件
3.1 软件系统模块结构
同时也作为丝杠动态误差测控系统的控制主机。下位机选用深圳摩信公司生产的基于DSP技术的四轴运动控制器MCT8000F4作为下位伺服控制器,实现伺服系统的速度和位置控制。上、下位机通过总线形式连接,实现高速数据传输及控制。这是一种以PC机作为信息处理平台、将运动控制器以插卡形式嵌入PC机的伺服控制系统,即“PC机+运动控制器”模式的开放式亿吨服控制系统。它将PC机的信息处理能力和开放式的特点与运动控制器的运动轨迹控制能力有机地结合在一起,具有信息处理能力强、开放程度高、运动轨迹控制准确、通用性好的特点。
丝杠副动态误差测控系统数据采集系统结构如图5所示。在系统中,主轴转动采用交流伺服电机作为拖动元件并由运动控制器控制电机运行来实现,这种办法还可以进行速度调节。电机经过机械传动装置驱动主轴,圆磁栅安装于传动主轴上,测量时由拨盘带动被测丝杠和圆磁栅同步转动,丝杠旋转时由带动头带动螺母小车沿导轨做轴向运动,光栅尺传感器的读数头随测量头和螺母小车做轴向移动。
3 丝杠副动态测控系统软件
3.1 软件系统模块结构
 系统的软件功能包括:初始化、编码器信号接收处理、控制算法计算、调速系统检测与监控、与控制级的联络及信息交换、自检与保护。初始化模块在运动控制器开始工作之前进行参数的设定、设备的诊断、伺报组件的启动及设置,最后进入正常工作。光电编码器的信号通过反馈通道接口卡进行整形、滤波与计数后,实现速度、位置信号的检测。为了便于控制算法计算及增加信号的可靠性,需进行速度信号、位置信号的预处理,得到的信号分别存在速度信号缓冲区和位置信号缓冲区。这就是编码器信号接收处理模块要做的工作。控制算法计算模块根据得到的速度给定信号、位置速度反馈信号进行校正计算,结果存入输出缓冲区,启动信息交换模块,将速度反馈信号发送到上位计算机。联络及信息交换模块的主要任务是接收上位机送来的命令与数据,进行命令处理及数据处理与保存,根据需要向下位机伺服控制级发送有关信息。
本系统软件以VB为开发工具,图6为软件模块结构。系统设计了测量信息数据库、精度标准数据库及数据库管理软件,用于保存丝杠的参数信息、动态测量原始数据、误差评定结果、精度等级评定结果等。
3.2 主要软件模块流程图
动态误差测量模块流程图见图7。动态误差测量模块由参数输入模块输入用户参数,包括丝杠参数、采集参数,并判断参数的合理性。动态误差测量模块具有以下功能:根据输入参数计算主轴转速和采样周期;控制电机驱动主轴转动使丝杠按给定速度转动;数据采集,包括长光栅、圆磁栅、温度、尾架补偿量;进行实时的误差计算与误差补偿,计算出导程误差;显示误差曲线,并可在记录仪上给出误差曲线;测量结束后将所测数据存入数据库或数据文件。
动态误差分析模块流程图见图8。误差分析采用最小二乘法求出回归系数,用行程精度四大精度指标Ea、Vup、V2π、V300反映各误差量。
系统的软件功能包括:初始化、编码器信号接收处理、控制算法计算、调速系统检测与监控、与控制级的联络及信息交换、自检与保护。初始化模块在运动控制器开始工作之前进行参数的设定、设备的诊断、伺报组件的启动及设置,最后进入正常工作。光电编码器的信号通过反馈通道接口卡进行整形、滤波与计数后,实现速度、位置信号的检测。为了便于控制算法计算及增加信号的可靠性,需进行速度信号、位置信号的预处理,得到的信号分别存在速度信号缓冲区和位置信号缓冲区。这就是编码器信号接收处理模块要做的工作。控制算法计算模块根据得到的速度给定信号、位置速度反馈信号进行校正计算,结果存入输出缓冲区,启动信息交换模块,将速度反馈信号发送到上位计算机。联络及信息交换模块的主要任务是接收上位机送来的命令与数据,进行命令处理及数据处理与保存,根据需要向下位机伺服控制级发送有关信息。
本系统软件以VB为开发工具,图6为软件模块结构。系统设计了测量信息数据库、精度标准数据库及数据库管理软件,用于保存丝杠的参数信息、动态测量原始数据、误差评定结果、精度等级评定结果等。
3.2 主要软件模块流程图
动态误差测量模块流程图见图7。动态误差测量模块由参数输入模块输入用户参数,包括丝杠参数、采集参数,并判断参数的合理性。动态误差测量模块具有以下功能:根据输入参数计算主轴转速和采样周期;控制电机驱动主轴转动使丝杠按给定速度转动;数据采集,包括长光栅、圆磁栅、温度、尾架补偿量;进行实时的误差计算与误差补偿,计算出导程误差;显示误差曲线,并可在记录仪上给出误差曲线;测量结束后将所测数据存入数据库或数据文件。
动态误差分析模块流程图见图8。误差分析采用最小二乘法求出回归系数,用行程精度四大精度指标Ea、Vup、V2π、V300反映各误差量。
 本文分析了丝杠导程误差的动态测量原理,研究了基于DSP运动控制器的丝框副动态误差测量控系统软、硬件设计方案,实现了丝杠的自动测量、自动分析,并实现按最新国标进行了滚珠丝杠副导程误差四大精度指标Ea、Vup、V2π、V300的自动计算与精度验收评定,使滚珠丝杠和滚珠丝杠副检测的效率得到提高,仪器操作性更强,性能更加稳定可靠。同时建立了丝杠精度标准数据库及丝杠测量数据库,方便了数据的查询与管理,可为工厂的自动化管理提供有效的帮助
本文分析了丝杠导程误差的动态测量原理,研究了基于DSP运动控制器的丝框副动态误差测量控系统软、硬件设计方案,实现了丝杠的自动测量、自动分析,并实现按最新国标进行了滚珠丝杠副导程误差四大精度指标Ea、Vup、V2π、V300的自动计算与精度验收评定,使滚珠丝杠和滚珠丝杠副检测的效率得到提高,仪器操作性更强,性能更加稳定可靠。同时建立了丝杠精度标准数据库及丝杠测量数据库,方便了数据的查询与管理,可为工厂的自动化管理提供有效的帮助
引用地址:基于DSP运动控制器的丝杠副动态误差测控系统
目前常规的丝杠检测方法主要有动态测量与静态测量两种。其中,动态测量较传统的静态测量具有测量精度高、复杂性好、效率高、检测人员劳动强度低、检测自动化程度高等优点,因此在一些大批量、规模化丝杠系列的生产与安装调试场合,动态测量已基本取代了静态测量,成为丝杠检测的主要手段。本文结合科研项目开发了基于DSP运动控制器的丝杠副动态测控系统,使丝杠副检测的效率得到了提高,使用效果良好。
1 丝杠动态误差测量系统基本原理
丝杠动态测量是指丝杠在回转中连续测量丝杠螺距误差和螺旋线误差,并自动记录下误差值。与静态测量相比,动态测量具有精度高、测量速度快的优点,并且可大大减轻劳动强度。
丝杠动态测量的基本工作原理是通过丝杠的实际螺旋线与标准螺旋线相比较来求得被测丝杠的螺旋线误差。图1给出了被测丝杠的螺旋线误差示意图。
螺旋线误差Δ可由式(1)求得:
Δ=Z-(θ/2π)/T (1)
其中,Z——测量头沿丝杠轴线方向的行程
T——被测丝杠的导程
θ——被测丝杠转过的角度
本测量系统采用“同步位移绝对值比较法”进行测量,其原理如图2所示。具体方法为:记数卡以一定采样间隔同步采集角位移信号和测头轴向位移信号,通过记数卡本身所具有的信号处理系统将两路信号进行高倍数电子细分后传送给计算机系统,再由相应的软件将信号转换为位移量,通过计算机实时处理计算出丝杠误差值。两路信号在计算机处理之间未发任何联系,通过计算机处理使使它们成为丝杠螺旋线的角度基准量和轴向位移量,并通过比较计算出误差值。
2 丝杠副动态测控系统硬件
2.1 基于DSP的驱动控制器MCT8000F4简介
深圳摩信科技公司的MCT8000系列智能运行控制器包括主控制板、接口板以及控制软件等,具有开放式结构、高速、高精度、网际在线控制、多轴同步控制、可重构、高度集成、高度可靠和安全等特点,是新一代开放式结构的高性能可编程运动控制器。
根据系统需要选用MCT8000F4四轴运动控制器。图3为DSP多轴运动器的硬件原理图。图中增量编码器的A0(/A0)、B0(/B0)、C0(/C0)信号作为位置反馈信号,运动控制器通过中倍频、加减计数器得到实际的位置,实际位置信息被存在位置寄存器中,计算机可以通过控制寄存器进行读取。运动控制器的目标位置通过数据采集系统得到,并由计算机进行计算得到位置误差值,再经过加减速控制和数字滤波后送到D/A转换器(DAC)、运算放大器、脉宽调制器(PWM)等硬件处理电路,处理后输出伺服电机的控制信号或PWM信号。各个控制轴可以独立完成伺服控制,并能够实现插补控制。
图3
MCT8000F4运动控制器具有如下特征:
%26;#183;网际浮动式操作界面,方便远程在线、多系统协调作业,支持远程调试和故障诊断;
%26;#183;开放式结构,可随意增加外部传感器,扩展系统功能;
%26;#183;高可靠性双CPU结构,下位机可脱离上位机工作;
%26;#183;每轴10μs的高伺服更新速度,可直接控制DD(Direct Drive)臂机器人和高速直线电机;
%26;#183;优良有软硬件重构特性,便于技术升级和维护;
%26;#183;兼容性好,配备摩集科技公司生产的运动控制模块,可以控制多种机器人、数控机床以及其它过程控制系统。
图4
MCT8000F4运动控制器技术参数为:
%26;#183;四通道0~2MHz的正负步进脉冲输出,作为正负方向控制信号。
%26;#183;四通道12位模拟量输出,输出范围为-10V~+10V,工作频率为100kHz。
%26;#183;四通道光电编码器接口,24位计数器,计数频率17MHz,差动或单端输入,Index信号,内部数字滤波。
%26;#183;与主机连接方式:标准PCI总线高速接口。
%26;#183;支持单主机多块控制板同时工作。
%26;#183;操作系统:Windows 95/98/NT/Linux。
2.2 丝杠副动态误差测控系统组成
丝杠副动态误差测控系统硬件构成如图4所示,主要包括以下几个部分:(1)光栅测长、磁栅测角部分;(2)温度采集部分;(3)尾架补偿部分;(4)误差显示与输出部分;(5)主计算机控制部分;(6)主轴交流伺服电机驱动部分。系统采用模块化设计,各部件选用独立功能模块,通过计算机控制组合,大大简化了系统设计,增加了可靠性,缩短了设计周期,增强了系统的灵活性。
根据系统对主轴转速稳定可调的要求,主轴伺服电机控制系统采用上、下位机控制方式。上位机选用研祥工控机,该工控机不但作为上位伺服控制级,
同时也作为丝杠动态误差测控系统的控制主机。下位机选用深圳摩信公司生产的基于DSP技术的四轴运动控制器MCT8000F4作为下位伺服控制器,实现伺服系统的速度和位置控制。上、下位机通过总线形式连接,实现高速数据传输及控制。这是一种以PC机作为信息处理平台、将运动控制器以插卡形式嵌入PC机的伺服控制系统,即“PC机+运动控制器”模式的开放式亿吨服控制系统。它将PC机的信息处理能力和开放式的特点与运动控制器的运动轨迹控制能力有机地结合在一起,具有信息处理能力强、开放程度高、运动轨迹控制准确、通用性好的特点。
丝杠副动态误差测控系统数据采集系统结构如图5所示。在系统中,主轴转动采用交流伺服电机作为拖动元件并由运动控制器控制电机运行来实现,这种办法还可以进行速度调节。电机经过机械传动装置驱动主轴,圆磁栅安装于传动主轴上,测量时由拨盘带动被测丝杠和圆磁栅同步转动,丝杠旋转时由带动头带动螺母小车沿导轨做轴向运动,光栅尺传感器的读数头随测量头和螺母小车做轴向移动。
3 丝杠副动态测控系统软件
3.1 软件系统模块结构
系统的软件功能包括:初始化、编码器信号接收处理、控制算法计算、调速系统检测与监控、与控制级的联络及信息交换、自检与保护。初始化模块在运动控制器开始工作之前进行参数的设定、设备的诊断、伺报组件的启动及设置,最后进入正常工作。光电编码器的信号通过反馈通道接口卡进行整形、滤波与计数后,实现速度、位置信号的检测。为了便于控制算法计算及增加信号的可靠性,需进行速度信号、位置信号的预处理,得到的信号分别存在速度信号缓冲区和位置信号缓冲区。这就是编码器信号接收处理模块要做的工作。控制算法计算模块根据得到的速度给定信号、位置速度反馈信号进行校正计算,结果存入输出缓冲区,启动信息交换模块,将速度反馈信号发送到上位计算机。联络及信息交换模块的主要任务是接收上位机送来的命令与数据,进行命令处理及数据处理与保存,根据需要向下位机伺服控制级发送有关信息。
本系统软件以VB为开发工具,图6为软件模块结构。系统设计了测量信息数据库、精度标准数据库及数据库管理软件,用于保存丝杠的参数信息、动态测量原始数据、误差评定结果、精度等级评定结果等。
3.2 主要软件模块流程图
动态误差测量模块流程图见图7。动态误差测量模块由参数输入模块输入用户参数,包括丝杠参数、采集参数,并判断参数的合理性。动态误差测量模块具有以下功能:根据输入参数计算主轴转速和采样周期;控制电机驱动主轴转动使丝杠按给定速度转动;数据采集,包括长光栅、圆磁栅、温度、尾架补偿量;进行实时的误差计算与误差补偿,计算出导程误差;显示误差曲线,并可在记录仪上给出误差曲线;测量结束后将所测数据存入数据库或数据文件。
动态误差分析模块流程图见图8。误差分析采用最小二乘法求出回归系数,用行程精度四大精度指标Ea、Vup、V2π、V300反映各误差量。
本文分析了丝杠导程误差的动态测量原理,研究了基于DSP运动控制器的丝框副动态误差测量控系统软、硬件设计方案,实现了丝杠的自动测量、自动分析,并实现按最新国标进行了滚珠丝杠副导程误差四大精度指标Ea、Vup、V2π、V300的自动计算与精度验收评定,使滚珠丝杠和滚珠丝杠副检测的效率得到提高,仪器操作性更强,性能更加稳定可靠。同时建立了丝杠精度标准数据库及丝杠测量数据库,方便了数据的查询与管理,可为工厂的自动化管理提供有效的帮助  控制系统计算机辅助设计 — MATLAB语言与应用
控制系统计算机辅助设计 — MATLAB语言与应用 EL5423CLZ
EL5423CLZ










 京公网安备 11010802033920号
京公网安备 11010802033920号