在油田钻修作业中起下钻杆、钻具、油套管时,上卸螺纹的专用工具是液压动力钳。液压动力钳在钳口卡紧机构动作夹紧后,外供的压力油控制液压马达转动,液压马达通过内部机构带动钳口转动,液压马达可以正转或者反转,从而实现油管的上紧或卸下。
上扣时须严格控制扭矩,上扣扭矩直接影响螺纹上扣质量。使用液压动力钳上紧螺纹时,扭矩过大会造成螺纹无法拆卸,严重时,会产生裂纹,从而降低整个管柱的强度,同时会造成液压动力钳因负荷过重而损坏甚至报废;扭矩过小会造成管柱密封不好或脱落,导至整个作业工程的返工,而且往往难以追查责任。
针对上述问题,解决方案目前主要有:对液压动力钳增加扭矩保护装置或扭矩检测装置,文中设计基于AT89C55WD的扭矩检测系统,不需要对原有动力钳做改造,只需安装扭矩检测传感器,便可方便快捷的实现实时监控动力钳力矩值、上下限报警点设置、超限报警、作业历史数据查询等功能。
1 系统结构组成
基于单片机的液压管钳智能检测系统设计思想:液压动力钳扭矩信号由扭矩传感器获得,经模拟信号调理、信号处理,通过无线或有线USB串口通信,送PC机上位机软件,上位机实时记录液压动力钳扭矩数据,并对扭矩超限发出声光报警。
液压动力钳智能检测系统由硬件和软件两部分构成,硬件部分包括液压扭矩传感器、数据采集仪表。液压扭矩传感器对套管过程中的实时扭矩力值进行采集;数据采集仪表负责读取液压扭矩传感器扭矩力值,对超出设定扭矩力值限定时报警,并实时与上位机软件通信。软件部分为液压管钳上位机智能检测软件,用于实时显示、多方式记录扭矩力值、绘制扭矩力值实时曲线图,设定数据采集仪表报警及通信参数。
各部分连接通信方式如下:液压扭矩传感器与数据采集仪表之间电缆连接,数据采集仪表与上位机软件采用USB串口有线或无线通信方式。数据采集仪表以AT89C55WD为核心处理部件,降低了开发成本,便于推广。
2 硬件部分
2.1 液压管钳扭矩传感器设计
液压管钳扭矩力传感器是整个设计的重要部件,负责对动力钳扭矩力值的输出,结构图如图1。传感器的两端连接内四方和弹性应变区,弹性应变区外装外壳,外壳一端与弹性元件固定,另一端与弹性元件间留有缝隙,以防止对应变部位产生干扰。为了使传感器良好防潮,外壳与弹性应变区的缝隙间涂有硅胶。传感器通过七芯航空插件输出测量信号。
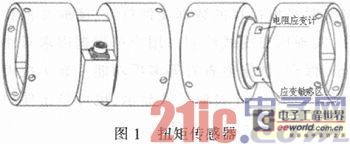
传感器的材料为40CrNiMoA,并作调制处理。设计时,将传感器的中心部位设计为应变敏感区,而其他受力部位的机械强度是应变区的数倍。由于其他部位的机械强度较高,在承载所产生的机械变形较小或不变形,故对扭矩力的损耗较小,而将扭矩力直接传递给机械强度最低的应变区域,使满量程时应变区将产生约1 000 με的机械变形量。在应变敏感区的中心部位粘贴有4片电阻应变计和相关补偿元件,4片电阻应变计组成一个完整的慧斯顿电桥。
液压管钳扭矩传感器经上海704所国防科技工业大扭矩检测中心检测精度等级为1.0级,达到实际使用精度要求。
2.2 数据采集仪表
数据采集仪表是传感器与PC上位机通信的核心部件,负责对传感器的测量信号的采集和A/D转换,与PC上位机软件通信功能。为应对恶劣的油井作业环境,数据采集仪表能脱离上位机独立工作,提供显示实时测量值、力矩超限报警功能。数据采集仪表由传感器信号调理电路、24位A/D转换电路、单片机处理电路、显示电路、报警输出电路、RS232通讯接口电路等相关电路组成。数据采集仪表原理如图2所示。

扭矩传感器测量所产生的微电压信号输入到信号调理电路,完成信号的正负切换、干扰消除后输入到24位A/D转换器,A/D转换器将送来的微电压信号转化成数字信号后输入到单片机数据处理系统,对测量信号进行量纲转换后送入显示电路进行测量显示;同时将采集到的测量值与用户设定报警点实时进行对比,当超出设定报警点时,发出报警指令,启动报警控制。同时控制RS232通讯控制电路与PC机通讯。数据采集仪表工作流程如图3所示。

单片机数据处理系统:采用8位单片机AT89C55WD,完成数据采集处理、超限报警、通讯控制等。并配数据存储器24LC02、看门狗电路DS1232等电路。
信号调理电路:传感器的微弱电压信号进行正负切换、滤波,使其适合A/D转换器输入。由信号正负切换电路、信号滤波电路、传感器精密供电电路组成。
A/D转换电路:传感器输出的模拟电压信号转换为单片机能够识别的数字信号,以供单片机处理。A/D转换电路选用Cirrus Logic公司的高精度24位串行A/D转换芯片CS5532。该芯片的数据吞吐量为7~3 840 Sps、积分线性度为±0.001 5%F.S。芯片内部有高精度的仪表放大器,扩大了信号输入范围,允许小信号的输入,提高了系统的动态特性。本系统让CS5532工作在连续转换模式,仪表开机上电后,单片机向A/D转换器发出连续转换指令后,CS5532不断将传感器输出的模拟信号进行转化后输入单片机。[page]
RS232通讯电路:采用MAX232转换芯片,将单片机输出的TTL电平信号转换为与计算机兼容的RS232信号,使仪表能和计算机通讯,采用无线与有线通信两种模式。无线通讯基于FSK调制方式,工作在433.926 MHz,采用高效前向纠错编码技术,有较强的抗干扰能力。仪表切换为无线通讯状态后,在开阔地200 m内,配合无线接收器可实现仪表与PC机无线通讯。关闭无线发射功能后,采用有线通讯。
报警控制电路:当测量值超出设定的报警点时,控制相应报警点光电耦合器导通,连接于光电耦合器的继电器也导通,从而启动报警。报警控制电路由4个光电耦合器、4个报警控制继电器、报警蜂鸣器、报警解除开关等相关元件组成。
显示驱动电路:用于显示仪表的测量值,测量状态、参数及符号。由3片8位移位寄存器74HC595H和5位LED数码管、9个发光二极管等元件组成。
3 上位机软件
检测系统上位机软件对修井作业的远程的监管,能进行仪表参数设置、实时测量值显示及存储、历史数据查询、超限报警。软件采用Visual Basic语言开发实现,相对于工业组态软件能更高效运行,开发难度较大。
3.1 串口通信设置
对串口通信MSCOM控件初始化,配置串口号、传输速率、校验位、数据位位数、停止位位数及校验位设置,使其能与数据采集仪表串口通信。为方便使用,将串口配置信息保存到set.ini文件中,软件运行直接读取set.ini取得串口通信参数。
3.2 实时测量值显示
实时测量值显示模块是上位机软件的关键模块,可实时显示测量值、峰谷值、绘制实时曲线,并存储测量数据,监控力矩超报警。实时曲线的绘制采用Iocomp组件中的iPlot控件实现。IocompPlot Pack是一套受托管的图形组件,它采用GDI+技术,画出的图像漂亮,是一个用于实时绘制曲线和图表的组件,适合开发需要高速显示数据的工程和科学类型的应用组件。
针对无线和有线两种通信模式,设计了多模式兼容通信算法。无线信号受距离和干扰的影响容易出错,在数据通信过程中采用“#数据#”数据传输格式,数据位数固定为10位,用线程监控输入缓冲区字符数和每次通信最大时间花费两种方案来控制通信。监控输入缓冲区接收到的字符数,如果达到10个,程序提取缓存数据,并分析接收到的数据合法性,数据正确就做显示及曲线绘制,数据错误说明无线通信有干扰。设定每次通信最大时间花费,可以避免因外围设备未启动或无线通信超出有效通距离,上位机软件不能正常运行的问题。由于采用高速采样通信,采样数据在通信过程中出错,直接丢弃,继续新采样数据通信。经测试本算法有线通信模式下平均数据通信时间花费为6~10ms,无线通信模式下平均数据通信时间花费为15~30 ms。采样流程如图4所示。软件界面如图5所示。


3.3 查看历史记录
为方便对测量数据的分析及回放,查看历史数据模块包括打开数据、历史曲线绘制和显示报表及导出打印功能。打开数据将实时采集保存的数据文件打开,读取文件数据送入iPlot控件,实现历史曲线绘制。用户可根据需求对曲线进行放大、缩小、保存、数据值查看等多项功能。显示报表将数据文件读出,在Data Grid表格控件显示,也可单击导出按钮将表格的数据导出到EXCEL表格中。
3.4 仪表报警参数设置
方便用户对数据采集仪表的报警上限和报警下限的读取和设置。用户可设置ALO1、ALO2正向加载报警和ALO3、ALO4反向加载报警,实现多点报警。
4 性能特点
1)设计应变式弹性体扭矩传感器,零点稳定,检测精度高,抗干扰能力强。
2)可正向和反向两个方向检测标定扭矩。
3)扭矩传感器与数据采集仪表配合,可实现扭矩实时显示、报警。
4)可设置2个上限报警点,2个下限报警点,实现多点报警。
5)数据采集仪表实时性好,每秒读取传感器数据多达100个数据,单次采样时间10 ms。
6)数据采集仪表与PC机采用无线和有线两种通信模式。
7)数据采集仪表能够独立工作。
8)上位机软件功能齐全、界面美观、操作简单,能够对数据采集仪表进行报警点设置、实时测量值、峰谷值曲线的绘制及数据的存储。
5 结论
笔者设计基于AT89C55WD为处理核心的数据采集仪表可独立工作,实现实时超限报警、数据采集、实时显示、与PC机无线或有线通信功能,结合上位机软件能实时监控、记录测量数据,采用实时曲线图反应测量值、峰谷值的变化,界面美观、操作简单。整个系统安装使用方便、灵敏度高、抗干扰性能好、实时性能好、系统精度高,提高工作效率,具有推广应用价值。整套系统软硬结合功能齐全,完全达到实际作业需求,并为常规检定设备的技术改造提供了参考方案。其中大扭矩传感器经上海704所国防科技工业大扭矩检测中心检测精度等级达到1.0级。
上一篇:基于单片机的液压动力钳检测系统
下一篇:基于CC1010的智能小球测风系统设计
推荐阅读最新更新时间:2024-03-16 13:41

 控制系统设计指南 (埃利斯)
控制系统设计指南 (埃利斯) 控制系统计算机辅助设计 — MATLAB语言与应用
控制系统计算机辅助设计 — MATLAB语言与应用设计资源 培训 开发板 精华推荐
- 【下载】LAT1439 关于STM32H745的MC SDK电机控制工程问题的解决办法
- 【下载】LAT1444 ADC采样中的阻抗匹配计算方法
- 【下载】LAT1446 TrustZone应用中串口通信的DMA传输失败问题
- 【下载】LAT1450 不断电情况下修改RDP选项并生效的解决方案
- 【下载】LAT1455 分辨OEMiROT的Bash与BAT脚本
- 【下载】LAT1457 Keil工程使用NEAI库的异常问题












 京公网安备 11010802033920号
京公网安备 11010802033920号