1 引言
挤出吹塑成型是一种生产塑料容器的加工过程,型坯的成型是挤出吹塑中一个相当重要的阶段。型坯成型对吹塑制品的性能与成本均有很大影响,若能在这个阶段在线检测出型坯吹胀前的尺寸,则可用最少的原料消耗获得所要求的制品性能。目前,国内外较先进的型坯壁厚的控制也只是根据型坯在长度方向上的位置查表得出厚度设定值,然后用PLC等设备进行(开环)程序控制,并不能形成闭环控制,而且要经过不断地尝试才能获得满意的设定值。为了实现型坯壁厚的闭环控制,就必须对型坯的直径分布和壁厚分布进行在线测量,这是目前尚未很好解决的问题。本文针对型坯直径分布的在线检测问题,通过摄像机直接拍摄型坯轮廓图像,运用数字图像处理技术对采集到的图像进行处理和分析,实时提取目标的几何特征,即型坯的直径分布,实现型坯直径的实时在线检测。这将为实现挤出吹塑成型加工过程质量的实时闭环控制提供条件。
2 测量机构的设计与安装
挤出吹塑成型中挤出机使原料熔融,并从机头挤出型坯,图1是现场拍摄的机头及挤出型坯图像。由于型坯温度高达200℃左右,且型坯是熔融状态,采用接触式测量是几乎不可能的。然而,挤出型坯是半透明管状的并且外轮廓清晰可辨。因此,本文提出基于图像处理技术的非接触测量方法。
选择合适的照明方案是数字图像处理的关键步骤。如果光源配置恰到好处,摄像机就能够拍摄到对比度高、背景与目标物体容易区分的图像,这对下一步的图像处理将起到事半功倍的作用。从图1可以看出,型坯背后是挤出机并且挤出型坯是半透明管状,这决定了不适合采用背部光源照明,因为型坯的透光性使获得的图像对比度不高,不利于图像的处理。需要说明的是,为了更容易区分目标物体与背景,实验中使用黑色材料做为背景。

 [page]
[page]
本文采用正面散射光照明方式。散射光照射物体正面,光线比较柔和,没有方向性,对型坯表面能减少强光,光源的安装易于实现;但是部分边缘可能产生模糊。光源和摄像机的安装位置如图2所示,摄像机安装于左右光源的中间,能够拍摄到的型坯长度大约为250ram。
相应硬件设备的选择设计如下:
1)光源:采用日光灯做为光源,得到的效果较为满意。如果要获得更好的效果,可采用LED平面光源,但是将加大运行成本。
2)光学镜头:采用6倍变焦镜头。其技术指标为:视角是31.3~5.5。、焦距是8.5~51mm、光圈是F1.2~16C。
3)CCD 摄像机:采用台湾Mintron的MS-2821C黑白工业摄像机。分辨率是795(H)×596(v),CCD尺寸为l/2英寸,最小照度为 0.02Lux/ F1.2。在型坯轮廓图像的处理中,拍摄的型坯长度约为250mm,最长直径约为45mm。由于CCD摄像机的水平像素为795,可得 250mm/795≈0.31447mm/像素,所以长度为45mm的直径大约用143个像素来表示。假如有一个像素的测量误差,直径的误差将为1 /143≈0.7%。可见,图像分辨率是制约检测精度的关键因素,选择高分辨率的图像采集设备则是提高测量精度的有效途径。
4)图像采集卡:采用基于PCI总线的OK系列图像采集卡,OK系列图像采集卡由于采用了高精度Gen Lock技术和线性箝位技术,所采集的图像点阵位置精度高,A/D转换后的数字视频信号误差小,采样点的抖动不大于3ns,高档卡可达ins,传输速度最高可达132MHz。由于采用了匹配式的高速传输方式,加上完善的软硬件中断处理,在向内存采集图像的同时,CPU可以独立做其它图像处理工作,这种图像采集与CPU图像处理的分享总线技术为并行图像处理提供了技术基础,使CPU获得了大量的时间用于处理。
由于通过高速PCI总线可实现直接采集图像到VGA显存或主机系统内存,而不必像传统AT总线的采集卡必须自带帧存。这不仅可以使图像直接采集到VGA,实现单屏工作方式,而且可以利用PC机内存的可扩展性,实现所需数量的序列图像逐帧连续采集,进行序列图像处理分析。此外,由于图像可直接采集到主机内存,图像处理可直接在内存中进行,因此图像处理的速度随CPU速度的不断提高而得到提高,因而使得对主机内存的图像进行并行实时处理成为可能。
本文所采用的图像采集卡是OK-C80M。它是基于PCI总线,多路复合视频输入的实时采集卡。OK-C80M是可32位彩色格式采集和8位黑白格式采集的彩色黑白两用采集卡,且Metoer兼容。 OK-C80M适用于图像处理、工业监控和多媒体的压缩、处理等研究开发和工程应用领域。
3 型坯直径测量的实现
3.1 图像采集与处理
1)安装图像检测设备。调整CCD摄像机与型坯之间的距离;保证CCD摄像机位于水平位置上,使得CCD芯片垂直方向上的列像素与型坯轴线共面,这样可以减少计算型坯外径像素数的误差。
2)图像的采集。摄像机输出的模拟视频信号连接到计算机PCI插槽上的图像采集卡,设置图像采集卡参数,用软件拍摄型坯图像,并存储到计算机内存或硬盘里面,作为下一步的图像处理使用。
3)图像预处理。对采集到的型坯图像进行平滑处理,尽可能消除噪声的干扰,改善图像质量,减少噪声对测量精度的影响。
4)边缘提取和图像分割。对平滑后的图像运用边缘检测算子或灰度阈值分割法提取型坯外轮廓的边缘图像。
5)边缘曲线的跟踪和连接。由边缘提取所得到边缘图像含有干扰小线段,为了检测出有用的目标边缘曲线,需对型坯边缘曲线进行跟踪和连接,
去除干扰小线段。
6) 型坯直径的检测。对最终得到的型坯外轮廓边缘图像自下向上行扫描,得到型坯左边缘点坐标为,右边缘点坐标为,则通过简单计算可以得到型坯直径分布。[page]
3.2 型坯直径的检测方法
型坯直径的测量是通过对型坯轮廓图像的边缘检测来实现的。边缘检测有两种基本方法:一种是采用边缘检测算子进行边缘提取,另一种是采用灰度阈值分割法进行边缘提取。从Roberts算子、 Sobel算子、LoG算子、Canny算子和灰度阈值分割法所得到的检测结果可知,灰度阈值分割方法其算法效率高、检测结果较好,最适合于型坯轮廓边缘的检测。
由型坯轮廓边缘二值图像求取型坯直径很容易实现的。假设挤出的型坯其轴线是垂直于水平面的,某一小段型坯的直径可以看成是水平直线与轮廓边缘的两个交点之间的距离。实现方法为:
1)按行扫描边缘二值图像,若该行像素点灰度值全为0,则检测下一行,否则执行下一步。
2)若检测到某像素点灰度值为255,则判断其右边像素点灰度值是否为255。若是,则跳过该行不检测,继续检测下一行;否则,执行下一步。
3)已经检测到左边缘点的坐标,继续该行的检测,扫描右边缘点。如果检测到,则计算两边缘点问的距离并保存,继续检测下一行;否则直接继续检测下一行。
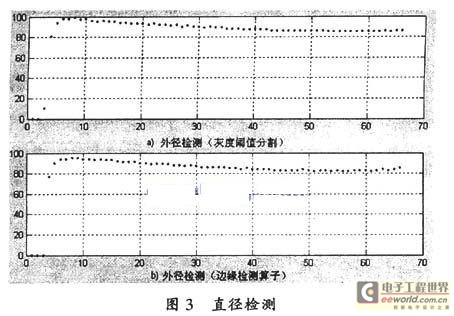
图3是对边缘二值图像进行直径检测的结果,检测的点间隔为10个像素,型坯长度约为630个像素。其中,图3(a)是对灰度阈值分割法得到的边缘轮廓进行处理的结果,图3(b)是对Canny算子检测到的边缘轮廓进行处理的结果。两种算法得到的直径分布基本一致。[page]
4 结论
通过摄像机直接拍摄型坯轮廓图像,运用数字图像处理技术对采集到的图像进行处理和分析,实时提取目标的几何特征,即型坯的直径分布,可实现型坯直径的实时在线检测。但其测量精度会受一些条件的影响,如图像采集设备的分辨率、光线环境及干扰等。本文针对型坯直径分布的在线检测问题进行了讨论,它将为实现挤出吹塑成型加工过程质量的实时监控和闭环控制提供可能。
参考文献
[1] R.W. Diraddo and A. Garcia - Rejon. Noncontact Measurement of Parison Thickness Profiles Affected by Swell and Sag in Con
[2] R.W. Diraddo and A. Garcia - Rejon. On - Line Prediction of Final Part Dimensions in Blow Molding: A Neural Network Computing Approach [J]. Polymer Engineering and Science. 1993, 33(11): 653-664.
[3] P.L. Swan and M. R. Kamal. Optical On - line Measurement of the Thickness Distribution of Blow Molding Parisons[J]. Polymer Engineering and Science. 1996, 36(7) : 985-992.
[4] R.W. Diraddo, W. I. Patterson, and M. R. Kamal. On � line Measurement and Estimation of Parison Dimensions in Extrusion Blow Molding[J]. Advances in Polymer Technology. 1998, 8 (3) : 265~274.
[5] 余煜松,周源华,吴时光.数字图象处理[M].北京:电子工业出版社,1989.
[6] 郑南宁.计算机视觉与模式识别[M].北京:国防工业出版社。1998.
上一篇:从测试方案选择降低HDMI1.4/1.4a规范的采用成本
下一篇:浅谈双绞线在视频监控系统中的实际应用
推荐阅读最新更新时间:2024-03-30 22:11

 机器视觉技术及应用 (韩九强, 胡怀中)
机器视觉技术及应用 (韩九强, 胡怀中) Verilog HDL数字集成电路设计原理与应用
Verilog HDL数字集成电路设计原理与应用





- TE 官微人工客服功能上线,可以与 TE 技术专家直接微信沟通了!
- 【EE团】不到1折的零头价格坐享价值750元芯片!
- #micropython大作战#多种参与姿势,大家一起来玩micropython!
- 有奖直播|魏德米勒 OMNIMATE® 联接技术的创新发展
- 恩智浦LPC1500开发体验有奖征集
- 阅读并了解是德科技 Power Supply 精彩专题,参与答题赢好礼!
- TI 工业月阅读打卡计划
- 下载有礼:2017年泰克亚太专家大讲堂第一期:大数据与云存储环境下的高速总线技术演进
- 邀请函:EEWorld 十五周年嘉年华系列活动开启,有你真好!
- 直播已结束|安世新一代高效的氮化镓(GaN)电源设计方案




 京公网安备 11010802033920号
京公网安备 11010802033920号