摘要:介绍了利用模糊控制技术研制的基于单片机的KF-1型烟叶烤房温湿度控制仪的软硬件设计。本控制仪使烤房内的温湿度按照烟叶最佳生化控制曲线而变化,从而提高了烤房内温湿度的控制精度和烤烟质量。
关键词:温度控制 模糊控制技术 嵌入式单片机 AT90S8535
烟叶成熟采摘后必须经过烘烤加工才能制成工业用烟。这个烘烤过程一般需要几十个小时,完全由人工控制烤房燃烧室的火车并监测烤房温度,所以烟农劳动强度很大;而且不能精确控制烤房内的温湿度,也不能对烤程精确计时,使烤出的烟叶工业利用率较低。
 为解决上述问题,开发了KF-1型烟叶烤房温湿度自动控制仪。该控制仪采用嵌入式单片机作为控制器,智能监测传感器温湿度的变化,并根据烟顺烤制过程中的最佳生化控制曲线,利用模糊控制技术控制执行机构,保证烤房内温湿度严格按照最佳生化控制曲线变化,从而提高了烤房内温湿度控制精度及烤烟质量,减轻了烟农的劳动强度。
为解决上述问题,开发了KF-1型烟叶烤房温湿度自动控制仪。该控制仪采用嵌入式单片机作为控制器,智能监测传感器温湿度的变化,并根据烟顺烤制过程中的最佳生化控制曲线,利用模糊控制技术控制执行机构,保证烤房内温湿度严格按照最佳生化控制曲线变化,从而提高了烤房内温湿度控制精度及烤烟质量,减轻了烟农的劳动强度。
 1 硬件系统的设计
KF-1型烟叶烤房温湿度自动控制仪是针对国家烟草局在闽南地区推广的烟叶烤房项目而设计的。这种类型的烟叶烤房前后均开设一个“门”,前门负责煤燃烧室的给风。需要增加火力升温时加大前门的开启量,从而使得烤房内温度升高;反之减小其开启时甚至关闭,使得烤房内温度降低。后门用于调整烤房的湿度,湿度过高时加大后门的开启量;反之减小其开启量甚至关闭。KF-1型烟叶烤房温湿度自动控制仪的硬件结构如图1所示。
1 硬件系统的设计
KF-1型烟叶烤房温湿度自动控制仪是针对国家烟草局在闽南地区推广的烟叶烤房项目而设计的。这种类型的烟叶烤房前后均开设一个“门”,前门负责煤燃烧室的给风。需要增加火力升温时加大前门的开启量,从而使得烤房内温度升高;反之减小其开启时甚至关闭,使得烤房内温度降低。后门用于调整烤房的湿度,湿度过高时加大后门的开启量;反之减小其开启量甚至关闭。KF-1型烟叶烤房温湿度自动控制仪的硬件结构如图1所示。
 1.1 主控芯片
为了降低控制仪的成本并减小体积,主控芯片(CPU)选用美国ATMEL公司的嵌入式单片机AT90S8535[1]。该芯片内部具有的8通道10位精度ADC,可满足温度转换的精度要求;其内部的8K字节在线可编程FLASH、512字节SRAM及512字节在线可编程EEPROM可满足编程调试的需要;32个可编程的I/O接口中除PA口用于A/D转换外,其它I/O接口可接显示电路、键盘输入及预设置电路和执行机构的驱动电路等。这样,使用一片40脚的DIP芯片就可以完成设计要求,调试方便、控制灵活。
1.1 主控芯片
为了降低控制仪的成本并减小体积,主控芯片(CPU)选用美国ATMEL公司的嵌入式单片机AT90S8535[1]。该芯片内部具有的8通道10位精度ADC,可满足温度转换的精度要求;其内部的8K字节在线可编程FLASH、512字节SRAM及512字节在线可编程EEPROM可满足编程调试的需要;32个可编程的I/O接口中除PA口用于A/D转换外,其它I/O接口可接显示电路、键盘输入及预设置电路和执行机构的驱动电路等。这样,使用一片40脚的DIP芯片就可以完成设计要求,调试方便、控制灵活。
 1.2 信号采集保持电路
信号采集保持电路如图2所示。KF-1型烟叶烤房温湿度自动控制仪最多可处理6路温度和湿度输入信号,图2所示为其中的一路。温、湿度传感器选用半导体热敏电阻,运放选用精密运算放大器OP07,集成稳定块7805给OP07的正输入端提供基准电压,传感器采集的温、湿度信号送到OP07的负输入端,电位器W1用于调节采样基准,电位器W2用于调整运放的放大倍数。多路温、湿度传感器采集的温、湿度信号分别经过信号采集保持电路处理后送到AT90S8535的PA口进行A/D转换。
1.2 信号采集保持电路
信号采集保持电路如图2所示。KF-1型烟叶烤房温湿度自动控制仪最多可处理6路温度和湿度输入信号,图2所示为其中的一路。温、湿度传感器选用半导体热敏电阻,运放选用精密运算放大器OP07,集成稳定块7805给OP07的正输入端提供基准电压,传感器采集的温、湿度信号送到OP07的负输入端,电位器W1用于调节采样基准,电位器W2用于调整运放的放大倍数。多路温、湿度传感器采集的温、湿度信号分别经过信号采集保持电路处理后送到AT90S8535的PA口进行A/D转换。
 1.3 LCD显示驱动电路
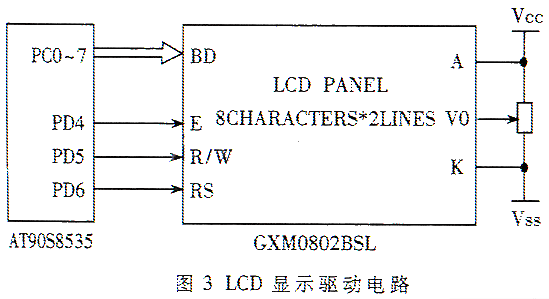
LCD显示驱动电路的硬件构成如图3所示。显示器用于显示烟叶烘烤过程的设定温湿度值、实时检测的温湿度值和烤程计时时间。这里选用带背光的字符型液晶显示器GXM0802BSL。
1.3 LCD显示驱动电路
LCD显示驱动电路的硬件构成如图3所示。显示器用于显示烟叶烘烤过程的设定温湿度值、实时检测的温湿度值和烤程计时时间。这里选用带背光的字符型液晶显示器GXM0802BSL。
 这款液晶显示器可显示两行字符,每行八位。AT90S8535的PC0~PC7和LCD的八位数据线连接,PD4~PD6与LCD的控制线连接,通过软件编程实现显示功能。
1.4 按键和预置设置输入及报警电路
本控制仪设计有两个按键,一个用于设定温、湿度显示和实时检测温、湿度显示之间的切换,另一个用于实现自动控制和人工控制之间的切换。两个按键分别通过74LS20接外中断1,同时与AT90S8535的PD0和PD1口连接。当有按键按动时,产生一个中断信号,由中断服务程序扫描PD0和PD1口,确定是哪一个按键请求中断,然后调用相应的服务程序。报警电路选用声光报警,当实际温度和设定温度的差值超出预定范围时,声光自动报警的同时控制执行机构的驱动电路动作。另外,A/D转换接口的PA6、PA7分别接一个精密电位器,用于预置温湿度值。在按动温度设定按键后,手动调节精密电位器来设定温湿度,然后在一次按动温度预定键予以确认。其硬件构成如图4所示。
这款液晶显示器可显示两行字符,每行八位。AT90S8535的PC0~PC7和LCD的八位数据线连接,PD4~PD6与LCD的控制线连接,通过软件编程实现显示功能。
1.4 按键和预置设置输入及报警电路
本控制仪设计有两个按键,一个用于设定温、湿度显示和实时检测温、湿度显示之间的切换,另一个用于实现自动控制和人工控制之间的切换。两个按键分别通过74LS20接外中断1,同时与AT90S8535的PD0和PD1口连接。当有按键按动时,产生一个中断信号,由中断服务程序扫描PD0和PD1口,确定是哪一个按键请求中断,然后调用相应的服务程序。报警电路选用声光报警,当实际温度和设定温度的差值超出预定范围时,声光自动报警的同时控制执行机构的驱动电路动作。另外,A/D转换接口的PA6、PA7分别接一个精密电位器,用于预置温湿度值。在按动温度设定按键后,手动调节精密电位器来设定温湿度,然后在一次按动温度预定键予以确认。其硬件构成如图4所示。
 1.5直流电机驱动电路
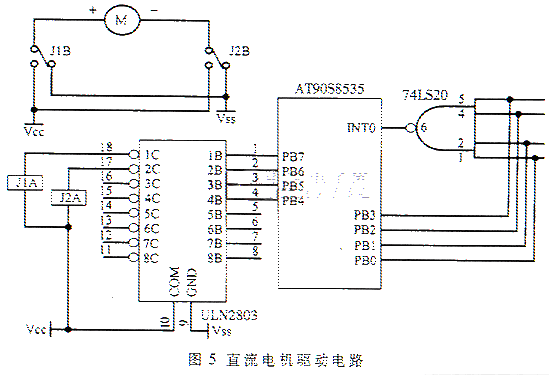
直流电机驱动电路的硬件结构如图5所示。本控制仪的执行机构是两个直流电机。用于控制前后风门的开启量。两个直流电机的驱动电路完全相同,图5中仅给出了一路驱动电路的示意。直流电机的驱动由八路功率驱动芯片ULN2803A和微型继电器实现。AT90S8535 PB口的高四位通过ULN2803A中的四路分别控制两个直流电机的正反转。前后风门各加两个起保护作用的限位开关,四个门限信号通过74LS20送到外中断0,同时分别和AT90S8535的PB口低四位连接,一旦有门限信号产生,中断服务程序则扫描PB口低四位,确定信号位置后立刻关断相应的电机。
2 软件设计
在烟叶烤房温度控制这样的强时变、大时滞、非线性系统中,模糊控制的控制效果比传统的PID等控制方法有着明显的优势,它具有达到设定温度时间短、稳态温度波动小、反应灵敏、抗干扰能力强、节省电能等优点。单片机技术已是目前常用的控制技术,把模糊控制的方法和单片机控制技术结合起来,可使本控制仪的性能指标达到最优。
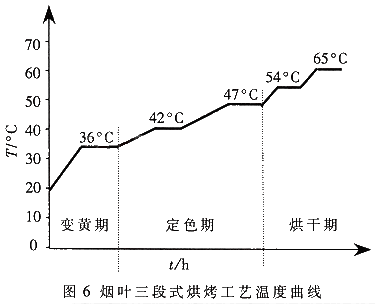
国家烟草局推广的烟叶三段式烘烤工艺使烟叶的工业成品率有了很大的提高。该工艺将烟叶的烘烤过程分为三个阶段,第一阶段为变黄期,第二阶段为定色期,第三阶段为烘干期。各阶段中对烤房的温度要求如图6所示。KF-1型烟叶烤房温湿度自动控制仪的软件控制方式是为实现该工艺的温度控制曲线而设计的。
在三段式烟叶烘烤过程中,温度控制曲线要求第一、三段的升温按照每小时1℃的固定斜率均匀升温,第二段的升温按照每小时0.5℃的固定斜率均匀升温。温度确定确认后,单片机首先根据输入的各烤程温度设定值(即该烤程的恒温值)确定升温斜率以及和升温斜率对应的定时间隔;接着将采集到的环境温度作为起始温度值,并按照确定的时间隔将起始温度值不断地均匀提升为新的设定值;然后由模糊控制程序根据控制精度跟随这个均匀提升的设定值对烤房温度进行控制。当烤房内这个均匀提升的设定值对烤房温度进行控制。当烤房内温度达到烤程的温度设定值时,结束升温控制过程,进入恒温控制状态。烤房内湿度的控制方式和温度控制方式类似。控制程序流程如图7所示。
图9
外中断0服务程序用于判断门限信号的位置并强行停止相应的电机运转,其流程图如图8所示。外中断1服务程序用于处理按键请求,如果是温湿度预置键请求,则完成温湿度预置后返主程序;如果是控制方式切换请求,则设置标志位后返回主程序。其流程如图9所示。
图10
程序中烤程计时由计时中断服务程序实现。计时显示小时和分钟。对AT90S8535的16位定时/计数器1进行1/1024分频,设定初值使其每6秒钟产生一次中断,10次中断为一分钟。程序流程如图10所示。
1.5直流电机驱动电路
直流电机驱动电路的硬件结构如图5所示。本控制仪的执行机构是两个直流电机。用于控制前后风门的开启量。两个直流电机的驱动电路完全相同,图5中仅给出了一路驱动电路的示意。直流电机的驱动由八路功率驱动芯片ULN2803A和微型继电器实现。AT90S8535 PB口的高四位通过ULN2803A中的四路分别控制两个直流电机的正反转。前后风门各加两个起保护作用的限位开关,四个门限信号通过74LS20送到外中断0,同时分别和AT90S8535的PB口低四位连接,一旦有门限信号产生,中断服务程序则扫描PB口低四位,确定信号位置后立刻关断相应的电机。
2 软件设计
在烟叶烤房温度控制这样的强时变、大时滞、非线性系统中,模糊控制的控制效果比传统的PID等控制方法有着明显的优势,它具有达到设定温度时间短、稳态温度波动小、反应灵敏、抗干扰能力强、节省电能等优点。单片机技术已是目前常用的控制技术,把模糊控制的方法和单片机控制技术结合起来,可使本控制仪的性能指标达到最优。
国家烟草局推广的烟叶三段式烘烤工艺使烟叶的工业成品率有了很大的提高。该工艺将烟叶的烘烤过程分为三个阶段,第一阶段为变黄期,第二阶段为定色期,第三阶段为烘干期。各阶段中对烤房的温度要求如图6所示。KF-1型烟叶烤房温湿度自动控制仪的软件控制方式是为实现该工艺的温度控制曲线而设计的。
在三段式烟叶烘烤过程中,温度控制曲线要求第一、三段的升温按照每小时1℃的固定斜率均匀升温,第二段的升温按照每小时0.5℃的固定斜率均匀升温。温度确定确认后,单片机首先根据输入的各烤程温度设定值(即该烤程的恒温值)确定升温斜率以及和升温斜率对应的定时间隔;接着将采集到的环境温度作为起始温度值,并按照确定的时间隔将起始温度值不断地均匀提升为新的设定值;然后由模糊控制程序根据控制精度跟随这个均匀提升的设定值对烤房温度进行控制。当烤房内这个均匀提升的设定值对烤房温度进行控制。当烤房内温度达到烤程的温度设定值时,结束升温控制过程,进入恒温控制状态。烤房内湿度的控制方式和温度控制方式类似。控制程序流程如图7所示。
图9
外中断0服务程序用于判断门限信号的位置并强行停止相应的电机运转,其流程图如图8所示。外中断1服务程序用于处理按键请求,如果是温湿度预置键请求,则完成温湿度预置后返主程序;如果是控制方式切换请求,则设置标志位后返回主程序。其流程如图9所示。
图10
程序中烤程计时由计时中断服务程序实现。计时显示小时和分钟。对AT90S8535的16位定时/计数器1进行1/1024分频,设定初值使其每6秒钟产生一次中断,10次中断为一分钟。程序流程如图10所示。
引用地址:烟叶烤房温湿度自动控制仪的设计
为解决上述问题,开发了KF-1型烟叶烤房温湿度自动控制仪。该控制仪采用嵌入式单片机作为控制器,智能监测传感器温湿度的变化,并根据烟顺烤制过程中的最佳生化控制曲线,利用模糊控制技术控制执行机构,保证烤房内温湿度严格按照最佳生化控制曲线变化,从而提高了烤房内温湿度控制精度及烤烟质量,减轻了烟农的劳动强度。
1 硬件系统的设计
KF-1型烟叶烤房温湿度自动控制仪是针对国家烟草局在闽南地区推广的烟叶烤房项目而设计的。这种类型的烟叶烤房前后均开设一个“门”,前门负责煤燃烧室的给风。需要增加火力升温时加大前门的开启量,从而使得烤房内温度升高;反之减小其开启时甚至关闭,使得烤房内温度降低。后门用于调整烤房的湿度,湿度过高时加大后门的开启量;反之减小其开启量甚至关闭。KF-1型烟叶烤房温湿度自动控制仪的硬件结构如图1所示。
1.1 主控芯片
为了降低控制仪的成本并减小体积,主控芯片(CPU)选用美国ATMEL公司的嵌入式单片机AT90S8535[1]。该芯片内部具有的8通道10位精度ADC,可满足温度转换的精度要求;其内部的8K字节在线可编程FLASH、512字节SRAM及512字节在线可编程EEPROM可满足编程调试的需要;32个可编程的I/O接口中除PA口用于A/D转换外,其它I/O接口可接显示电路、键盘输入及预设置电路和执行机构的驱动电路等。这样,使用一片40脚的DIP芯片就可以完成设计要求,调试方便、控制灵活。
1.2 信号采集保持电路
信号采集保持电路如图2所示。KF-1型烟叶烤房温湿度自动控制仪最多可处理6路温度和湿度输入信号,图2所示为其中的一路。温、湿度传感器选用半导体热敏电阻,运放选用精密运算放大器OP07,集成稳定块7805给OP07的正输入端提供基准电压,传感器采集的温、湿度信号送到OP07的负输入端,电位器W1用于调节采样基准,电位器W2用于调整运放的放大倍数。多路温、湿度传感器采集的温、湿度信号分别经过信号采集保持电路处理后送到AT90S8535的PA口进行A/D转换。
1.3 LCD显示驱动电路
LCD显示驱动电路的硬件构成如图3所示。显示器用于显示烟叶烘烤过程的设定温湿度值、实时检测的温湿度值和烤程计时时间。这里选用带背光的字符型液晶显示器GXM0802BSL。
这款液晶显示器可显示两行字符,每行八位。AT90S8535的PC0~PC7和LCD的八位数据线连接,PD4~PD6与LCD的控制线连接,通过软件编程实现显示功能。
1.4 按键和预置设置输入及报警电路
本控制仪设计有两个按键,一个用于设定温、湿度显示和实时检测温、湿度显示之间的切换,另一个用于实现自动控制和人工控制之间的切换。两个按键分别通过74LS20接外中断1,同时与AT90S8535的PD0和PD1口连接。当有按键按动时,产生一个中断信号,由中断服务程序扫描PD0和PD1口,确定是哪一个按键请求中断,然后调用相应的服务程序。报警电路选用声光报警,当实际温度和设定温度的差值超出预定范围时,声光自动报警的同时控制执行机构的驱动电路动作。另外,A/D转换接口的PA6、PA7分别接一个精密电位器,用于预置温湿度值。在按动温度设定按键后,手动调节精密电位器来设定温湿度,然后在一次按动温度预定键予以确认。其硬件构成如图4所示。
1.5直流电机驱动电路
直流电机驱动电路的硬件结构如图5所示。本控制仪的执行机构是两个直流电机。用于控制前后风门的开启量。两个直流电机的驱动电路完全相同,图5中仅给出了一路驱动电路的示意。直流电机的驱动由八路功率驱动芯片ULN2803A和微型继电器实现。AT90S8535 PB口的高四位通过ULN2803A中的四路分别控制两个直流电机的正反转。前后风门各加两个起保护作用的限位开关,四个门限信号通过74LS20送到外中断0,同时分别和AT90S8535的PB口低四位连接,一旦有门限信号产生,中断服务程序则扫描PB口低四位,确定信号位置后立刻关断相应的电机。
2 软件设计
在烟叶烤房温度控制这样的强时变、大时滞、非线性系统中,模糊控制的控制效果比传统的PID等控制方法有着明显的优势,它具有达到设定温度时间短、稳态温度波动小、反应灵敏、抗干扰能力强、节省电能等优点。单片机技术已是目前常用的控制技术,把模糊控制的方法和单片机控制技术结合起来,可使本控制仪的性能指标达到最优。
国家烟草局推广的烟叶三段式烘烤工艺使烟叶的工业成品率有了很大的提高。该工艺将烟叶的烘烤过程分为三个阶段,第一阶段为变黄期,第二阶段为定色期,第三阶段为烘干期。各阶段中对烤房的温度要求如图6所示。KF-1型烟叶烤房温湿度自动控制仪的软件控制方式是为实现该工艺的温度控制曲线而设计的。
在三段式烟叶烘烤过程中,温度控制曲线要求第一、三段的升温按照每小时1℃的固定斜率均匀升温,第二段的升温按照每小时0.5℃的固定斜率均匀升温。温度确定确认后,单片机首先根据输入的各烤程温度设定值(即该烤程的恒温值)确定升温斜率以及和升温斜率对应的定时间隔;接着将采集到的环境温度作为起始温度值,并按照确定的时间隔将起始温度值不断地均匀提升为新的设定值;然后由模糊控制程序根据控制精度跟随这个均匀提升的设定值对烤房温度进行控制。当烤房内这个均匀提升的设定值对烤房温度进行控制。当烤房内温度达到烤程的温度设定值时,结束升温控制过程,进入恒温控制状态。烤房内湿度的控制方式和温度控制方式类似。控制程序流程如图7所示。
图9
外中断0服务程序用于判断门限信号的位置并强行停止相应的电机运转,其流程图如图8所示。外中断1服务程序用于处理按键请求,如果是温湿度预置键请求,则完成温湿度预置后返主程序;如果是控制方式切换请求,则设置标志位后返回主程序。其流程如图9所示。
图10
程序中烤程计时由计时中断服务程序实现。计时显示小时和分钟。对AT90S8535的16位定时/计数器1进行1/1024分频,设定初值使其每6秒钟产生一次中断,10次中断为一分钟。程序流程如图10所示。
上一篇:CD4051和AD595制作的温度采集仪
下一篇:旋转变压器在转子位置测量中的应用
- 热门资源推荐
- 热门放大器推荐
 LT6700HS6-2#TRPBF
LT6700HS6-2#TRPBF
小广播
热门活动
换一批
更多

最新测试测量文章
更多精选电路图






更多热门文章
更多每日新闻
- Allegro MicroSystems 在 2024 年德国慕尼黑电子展上推出先进的磁性和电感式位置感测解决方案
- 左手车钥匙,右手活体检测雷达,UWB上车势在必行!
- 狂飙十年,国产CIS挤上牌桌
- 神盾短刀电池+雷神EM-i超级电混,吉利新能源甩出了两张“王炸”
- 浅谈功能安全之故障(fault),错误(error),失效(failure)
- 智能汽车2.0周期,这几大核心产业链迎来重大机会!
- 美日研发新型电池,宁德时代面临挑战?中国新能源电池产业如何应对?
- Rambus推出业界首款HBM 4控制器IP:背后有哪些技术细节?
- 村田推出高精度汽车用6轴惯性传感器
- 福特获得预充电报警专利 有助于节约成本和应对紧急情况
更多往期活动
11月17日历史上的今天
厂商技术中心




 京公网安备 11010802033920号
京公网安备 11010802033920号