引言
本文研制的缠绕机为卧式, 芯模水平放置。缠绕时, 芯模绕其主轴匀速转动, 小车电机拖动小车沿芯模轴向往复运动, 带动绕丝嘴按一定缠绕角度完成纤维在芯模上的缠绕铺放, 达到制品的技术要求。
模块化开放式数控系统已成为当今数控技术的发展方向, 本文的缠绕控制系统采用嵌入式多任务运动控制器实现主轴和小车的同步运动控制和缠绕逻辑控制。
讨论了基于 P C机和 T R I O运动控制器的开放式缠绕机数控系统的开发玻璃钢管缠绕机控制系统结构缠绕机由带动玻璃钢管芯模旋转的主轴、 对芯模排布玻璃纤维的小车和树脂以及固化剂供给系统等设备组成。卧式缠绕机缠绕工作时, 芯模绕其主轴匀速转动, 小车电机拖动小车在工作台上沿纵向往复运动, 带动绕丝嘴按一定缠绕角度完成纤维层在芯模上的缠绕铺放工作。小车电机在往复运行时要根据工艺要求不断进行加减速, 而且小车和主轴负载随着缠绕胶量的变化而变化, 易造成导丝头和芯模的相对位置的变化, 从而造成线型异变和纱片搭接不良。缠绕机系统为一个惯量变化很大的非线性时变位置同步随动控制系统, 因此, 采用基于电子齿轮的位置跟踪控制方式以确保纱片搭接良好。电子齿轮模式实际上是一个多轴联动模式 , 其运动效果与两个机械齿轮的啮合运动类似。当前轴工作在电子齿轮模式下时, 需设定电子齿轮传动比, 当前轴将按照这个速度比值, 跟随主动轴运动。主动轴的运动模式可以是任何一种运动模式。当前轴运动位移增量等于与之相联系的主动轴的位移增量乘以电子齿轮传动比。
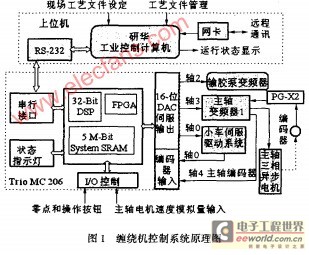
该缠绕机控制系统结构
如图 I 所示。上位机采用台湾研华 1 P C 6 1 0 机箱和 P c A一6 1 7 9主板, 它与英国伍 o M o t i o n T e c h n o l o g y公司的M C 2 0 6 运动控制器通过 R S一 2 3 2 串口实现通讯, 形成一个功能强大的开放式运动控制系统。工业 P C机负责人机界面管理、 运动状态显示、 远程监控和工艺文件存储等功能, 运动控制器负责实时运动控制和逻辑控制, 该结构支持软件升级和功能扩展, 具有上、 下两级的开放性。
缠绕机主轴电机是 7 . 5 k W 的三相交流异步电动机, 用日本安川 I C I MR—G 7 A 4 7 p 5变频器驱动。对于主轴电机的速度, 本系统采用了抗负载变化能力较大的闭环控制方式。运动控制器轴 3 接口的模拟量输出作为变频器速度控制输入信号, 在运动控制器开环控制状态下设置模拟量电压输出值实现变频器速度控制。安装于变速箱输入轴上的一C WZ 1 X旋转编码器完成主轴转角和速度的检测。变频器采用带 P G矢量控制方式, P G—X 2速度卡把编码器采样的信号一路作为变频器输入实现速度闭环控制, 一路作为速度和位置信号输入到控制器的编码器接口 4 , 实现了由一个编码器完成速度闭环控制和主轴转角位置采样的功能。小车采用安川 S G M G H一 4 4 A C A 6 1 伺服电机完成精确定位, 它沿玻璃钢管轴向往复运动, 按照缠绕规律以一定的响应速度和精度跟踪主轴运动。轴 0接口工作于伺服模式, 完成小车伺服电机的闭环控制。主轴编码器反馈接到 MC 2 0 6轴4接口, 作为参考编码器的输入轴, 为小车同步运动提供一个编码器输入。
缠绕机控制系统软件设计
缠绕机控制系统上位机程序采用 Mi c r o s o f t 公司的V C+ + 6 . 0 基于 Wi n d o w s 2 0 0 0 平台开发, 完成工艺文件设置和管理、 远程监控和机床运行状态显示等功能。工控机和 MC 2 0 6通过串口基于 MO D B U S协议完成工艺参数下载和机床状态参数上传显示。
通讯采用主从方式的查询机制, 系统将工控机设为主站, M C 2 0 6设为从站, 只有主站发出查询时, 从站才能给出响应, 从站不能主动发送数据。工作时工人选定待缠绕管件型号并将工艺文件下载后, 进入缠绕加工状态, 此时所有运动和逻辑控制由完成, 从站仅响应主站的查询并上传状态数据。即使工控机由于某种原因出现故障或死机, 也不会影响当前管道的缠绕加工。从而提高了系统的稳定性和控制的实时性。
运动控制程序采用 T r i o B A S I C多任务语言编制。通过运行在 P C机上的 Mo t i o n P e r f e c t 软件将编制好的运动控制程序下载到 MC 2 0 6内即可脱机运行。 T r i o B A S I C语言有三种不同类型的存储变量: 命名变量、 V R( ) 变量和 T A B L E区变量。命名变量是局部变量, 仅在定义它的任务内有效。
变量是可被多个任务共享的全局变量, 它可用于任务间通讯; T A B L E 区通常是用于存储 C A M/指令曲线的存储区, 本程序用于存储缠绕管道型号的工艺文件。运行的用户程序被称为线程或任务。
对于复杂的多任务程序应为线程分配优先级,控制器缺省的伺服周期是 l m s , 该周期在内部被分成三个时间片, 每个时间片为 1 / 3 m s , 它们在内部分别被用来处理伺服功能, 通讯和通常的“ h o u s e k e e —‘ 任务。在每个时间片内剩余的时间被用于运行用户程序。M C 2 0 6最多可运行 7个用户线程, 每个线程用从 l 到 7的数字标号, 最高标号的线程( 线 程7 和 6 ) 被分配固定的时间片, 它们被称为” 快速任务“ , 主要用于有以下要求的任务: 要在每个伺服周期都要进行处理的任务; 具有大量的运算和处理的任务; 任务启动后程序执行速度不能改变的任务。 5 g - 线程被称为” 慢速任务“ , 它们具有共同的优先级, 程序执行速度会随任务的增加而降低。用户可以使用指令启动任务使其按指定的优先级运行。
在上位机软件 Mo t i o n P e r f e c t 中打开一个” T e r m i n a l “窗口可以设置一个” C o m m a n d L i n e “ 端 口, 它始终使用” 0 “ 号任务, 用于从上位机输入指令并立即运行 。该缠绕机控制软件中共建立了四个任务, 其中任务 7用于缠绕机电机运动控制和机床逻辑控制, 任务 6用于管理机床与缠绕相关的 I / O信号和主轴转速控制, 任务 2 完成串口通讯功能, 任务 1 实现输胶控制。控制程序的任务功能和执行时间分配如图 2 所示。其中任务 7和 6的优先级最高, 每个伺服周期( 1 I n s ) 都分配时间片, 任务 1 , 2和/ L ) 优先级相同, 在每个伺服周期轮流为其分配时间片。缠绕程序任务功能和执行时间的分配如图2 所示。

结束语
该缠绕机数控系统结合了工业 P C机和嵌入式运动控制器的优点, 充分利用了 T R I O运动控制器的电子齿轮功能。系统可以根据工艺要求进行自动缠绕, 并具有系统运行状态显示、 远程通讯、 故障诊断与报警和反向间隙补偿等功能。该缠绕机纱片宽度在 8 0 ~2 2 0 m m之间任意调节, 可满足不同管径管道的缠绕要求。最高出纱速度可达 Mm / m i n , 芯模转角分辨率为 0 . 0 1 8 。 小车轨迹控制误差小于0 毫米, 整机响应速度快, 性能稳定, 操作简单。该系统已经应用于大庆竹田复合材料有限公司, 实践证明该系统对提高玻璃钢管缠绕成型工艺的技术水平、 自动化程度和管道质量具有非常重要的作用, 并缩短了管道的开发周期, 减少了工作人员的劳动强度, 提高了生产效率, 降低了生产成本。
上一篇:计算机labview对示波器的远程控制技术分析
下一篇:电动机软启动器在探矿工程中的应用
- 热门资源推荐
- 热门放大器推荐
 Verilog HDL数字集成电路设计原理与应用
Verilog HDL数字集成电路设计原理与应用 5962R9863901VPX
5962R9863901VPX






- 上演你的“ADI实验室电路”DIY,赢取E金币 !
- TE Connectivity的智能建筑解决方案——传感和连接,智能楼宇设计的关键
- 3小时实战+剖析:TI工程师手把手带你全面入门MSP430(限量售$4.3开发套件,助你参与动手实验)
- 直播已结束|浅谈Microchip的FPGA产品与智能嵌入式视觉解决方案
- 【摸黑抢楼】赢大礼,关于示波器的狂想曲!正式开抢!!!
- 7月21日有奖直播|ADI开关/多路复用器系列产品的典型应用
- 示波器可以帮你解决的典型应用
- 艾睿合众直播报名:TI Sitara系列芯片在【大数据】产品上的应用
- 阅读TI工业应用方案精彩专题,开启任意宝箱,挑战答题抽好礼!
- ADI & 世健 带您了解 化学分析和分析仪器应用方案




 京公网安备 11010802033920号
京公网安备 11010802033920号