1.1 离散制造业MES系统
制造执行系统是面向制造车间的先进管理技术,它位于企业计划层和工业控制层之间,研究如何将制造过程中的计划进度、产品过程控制、物料管理、质量监控、设备管理和成本管理等综合考虑,强调制造计划的执行和产品制造过程的控制。使生产现场的信息收集和反馈做到准确和及时,提高制造管理的透明性和敏捷性。
MES能通过信息传递对从订单下达到产品完成的整个生产过程进行优化管理。MES能对工厂实时事件做出迅速反应,并用当前的准确数据对它们进行指导和处理。这种对状态变化的迅速响应使MES能够减少企业内部没有附加值的活动,有效地指导工厂的生产运作过程,提高工厂及时交货能力和生产回报率。本系统采用射频识别技术进行数据采集,可以有效地管理员工和在制品资源。提高管理水平和生产效率,降低生产成本。
1.2 RFID技术
射频识别技术是20世纪90年代兴起的一种非接触式自动识别技术,通过射频信号自动识别目标对象并获取相关数据,且无须人工干预,可工作于各种恶劣环境。凭借其独特优势,RFID技术已在供应链管理、身份识别、交通运输和军事物流等许多领域得到了广泛应用。采用RFID技术解决离散制造业车间实时数据的采集。有如下优势:(1)非接触,形状多变,体积小,可重复使用;(2)仿造困难,安全性高;(3)不怕污染,适用于各种恶劣环境;(4)数据可改写,存储量大;(5)标签识别距离远,速度快。
2 需求分析
随着市场竞争加剧,产品生命周期缩短,离散制造业对市场反应速度的敏感性越来越强。而与反应速度有关的参数,最具有代表性的是反应时间和交货期。为此,企业必须采用信息技术和先进制造技术在保障质量的前提下提高企业的生产效率。这更加要求管理人员加强企业资源计划层和过程控制层之间的生产过程管理。
将RFID技术应用于离散制造执行系统设计,弥补了企业资源计划和控制层存在信息管理的断层和信息反馈延迟,实现车间生产数据的传递通畅。可以使生产准备时间和生产周期大大缩短、产品质量提高、车间资源得以更有效的利用、车间管理能力和管理效率快速提升、在制品追溯速度和准确性大幅度提高以及工时管理将更加科学合理。
3 系统设计目标
离散MES系统可以充分利用RFID的技术优势,解决企业计划层与车间现场控制层间信息和管理的断层问题,实现制造和质量的可视化和数字化管理。
(1)产能分析:可以同时对车间,班组,设备及人员进行多方面分析,使管理者了解现场生产进度,调度资源,提高生产效率。
(2)生产的全程实时追踪:准确跟踪每个在制品的生产情况,了解不同订单的完工情况,为管理人员进行决策提供强有力的支持。
(3)提高产品质量:建立计算机辅助质量保证系统,实现质量检查记录和质量统计分析的计算机管理,可迅速查找出质量隐患,有效降低产品质量事故的发生率。质量体系的建立和管理的加强将使产品质量和生产质量进一步提高,损失费用大幅度降低,有效节约成本。
(4)提供报表打印依据:各种生产数据的绕计汇总以及各种报表的生成打印,全部由计算机管理,替代以前的人工计算、登帐、手工报表的工作.减轻相关工作人员的工作。
(5)解决半成品积压问题:可以随时提供不同工位的在线数量、在线时间。帮助企业管理者提前发现影响生产进度环节,为平衡生产提供帮助。
4 MES系统应用方案
由于RFID电子标签价格较为昂贵,在制造业等领域普及率较低,同时在各个行业也井未形成统一的标准。本文提出的离散制造业MES应用RFlD技术设计方案的核心思想是在企业内部范围内,用RFID标签跟踪产品生产制造过程。原料加工时捆绑RFID电子标签,电子标签内写有该在制品的全部信息,电子标签可以重复循环使用。在每道生产工序工位上设置RFID电子标签读卡器,对在制品进行生产跟踪。产品在工位控制器通过RFID读卡器读取电子标签信息,将产品型号规格、生产时间等关键信息录入工厂电脑,追踪产品生产信息。
车间工位上的RFID读卡器读取在制品的电子标签信息,通过连接控制器,返回数据库。管理人员既可以对关键零部件进行质量和数量的实时跟踪又可以根据实时变化的信息,通过工厂车间电子看板下发相应生产指令,给予工人相对应的生产操作计划。同时可以对每个产品部件质量进行后期分析。
5 系统的总体结构
5.1 系统网络拓扑图
基于RFID的离散MES数据采集网络拓扑如图1所示,底层工位读卡器上接控制连接器至服务器,下连生产线上各种在制品。实现底层生产数据的采集和服务器通信的应用集成。车位读卡器实时采集车间现场数据.通过控制连接器将数据反馈到服务器。管理人员通过工厂电脑实时分析现场数据,做出合理决策,并通过工厂电子看板形式告知工厂员工。工厂员工可以根据新的指令完成在制品。RFID读卡器读取在制品电子标签信息.一方面传送至工厂电脑,作为生产监控的基础信息,另一方面回送至车位读卡器,并通过电子看板给予工人相应的生产操作指导。

图1 RFID数据采集网络拓扑图
5.2 系统体系结构图
系统机构采用ERP/MES/PCS三层结构,如图2所示。其中系统集成接口实现MES系统与ERP系统的数据和业务集成。通信中间件采用C/S结构,将无线数据采集器延伸为系统的客户端,采集器可以直接连人数据库进行实时的数据交换。在这种方式下,数据采集器与服务器之间交换的信息量小、通讯效率高、响应速度快、具有较强的数据采集功能,可以满足工厂对数据采集通讯的需求,并且服务器端的负担也较轻。
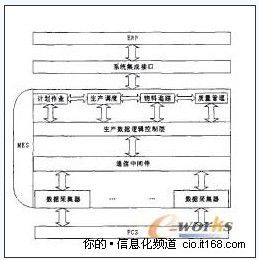
图2 系统体系结构
6 系统特点
现场无纸化作业,避免人工抄写数据之错误,资料快速收集整理,降低了用户的总体成本,并可利用因特网进行远程数据查询。实时掌握现场生产数量与质量状况,准确把握原材料、在制品、设备及员工的信息。利用电子看板,提供现场视觉管理,便于员工准确把握生产进度。维修人员可根据采集信息确定该产品的生产员工,明确责任,并建立生产及质量数据报表。
7 结束语
该系统已实际应用于某制衣行业中,能够很好地满足离散生产和质量管理的要求,提高生产效率,具有很好的推广价值。
上一篇:新型低功耗无线标准-ZigBee
下一篇:低压驱动RF MEMS开关设计与模拟
推荐阅读最新更新时间:2023-10-12 20:17

 西电-印刷电路板(PCB)设计指南_1-99
西电-印刷电路板(PCB)设计指南_1-99 Verilog HDL数字集成电路设计原理与应用
Verilog HDL数字集成电路设计原理与应用









 京公网安备 11010802033920号
京公网安备 11010802033920号