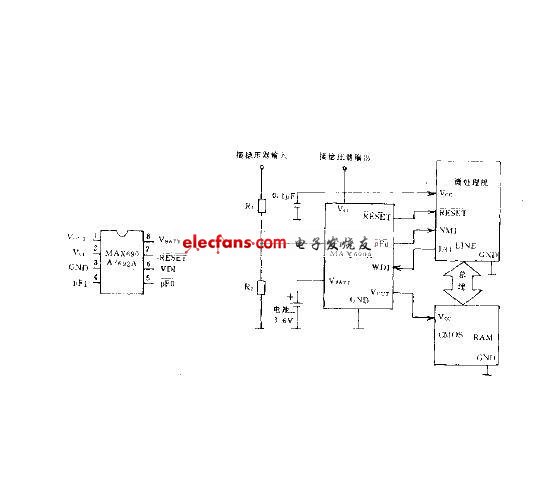
微机电源监视电路中MAX690A/692A具有监视微机系统电源以及后备电源切换功能。它耗电小,电流仅为200μA,开关损耗仅为1OmW,提供最小复位脉宽为140ms,在其电源电压低于1V时,也能给微机提供复位信号,MAX690A/692A仅是监视微机系统电源的门限电压不同。如图为关于微机电源监视电路:
上一篇:二级管管式充电电路
下一篇:不间断电源电路图 功率150W
推荐阅读最新更新时间:2023-10-13 10:59
70W、80kHz彩色监视器用升压变换器电路

70W、80kHz彩色监视器用升压变换器电路
图 70W、80kHz彩色监视器用升压变换器电路
图所示的升压变换器电路中,升压电感器L1、升压二极管D1、输入及输出电容C1与C5、功率MOSFET(Q1)和IC1等,是产生损耗的主要元器件。其中,开关Q1所产生的损耗在总损耗中占居支配地位,而IC1产生的损耗则相对较小。为降低变换器损耗,提高效率,主要途径是: (1)选用低开关损耗的MOSFET; (2)选用低等效串联电阻(ESR)的电容器C1和C5; (3)选用低等效电阻的电感线圈L1; (4)选用低导通电阻和低通态电压的二极管D1。 关于L1和输出电容C5数值选择可根据式(7)和式(9)求出。输出电流IO=P
[电源管理]

微机模糊控制在TIG逆变电源中的应用
摘 要: 在TIG焊逆变电源的实时检测电弧电流控制系统中建立电弧电流模糊控制算法。采用双输入单输出的模糊控制器模型,即采用电弧电流的变化及其变化率作为模糊控制器的两个输入量,把调节移相式PWM脉宽的输入电压作为模糊控制器的输出量。给出了单片机模糊控制的总体框图,并详细介绍了对应模糊控制器的设计过程。
关键词: 模糊控制 单片机 电弧电流 TIG逆变电源
采用TIG焊接方法焊接薄壁结构时,人们最关注的是焊接电源的引弧性能和电弧稳定性。然而,由于存在着各种因素的影响,如:电弧长度、工作平面不平、气体介质的压力、气体流量的变化、焊枪相对焊缝表面距离的变化及供电网电压波动等,都会使系统偏离平衡点。如果系统具有
[传感技术]
微机控制焊接逆变电源电路图
为了解决恒流型电源的不足,引入微机控制和模糊控制技术。系统可相应地进行自由或短路不同控制方案。自由过渡的控制较为简单,其目标即维持合适的电弧电压来保证稳定弧长。短路过渡除了对短路过程的电流和燃弧电压控制外,还要进行短路频率控制。
图3中的低成本单片机系统可代替模拟电子电路的简单切换,即采用“微机+模拟”的方式,实时调整焊接电流和动特性。该设计接口容易,简单可靠,具有更好的可控性。通过工艺试验,在不同的工作状态下,建立了开环条件下送丝速度与焊接电流的适用范围关系,以及与动态性关系。在此基础上,实施适智能控制方案。
图 微机控制焊接逆变电源
[电源管理]
微机模糊控制在TIG逆变电源中设计
采用TIG焊接方法焊接薄壁结构时,人们最关注的是焊接电源的引弧性能和电弧稳定性。然而,由于存在着各种因素的影响,如:电弧长度、工作平面不平、气体介质的压力、气体流量的变化、焊枪相对焊缝表面距离的变化及供电网电压波动等,都会使系统偏离平衡点。如果系统具有快速自动返回平衡点的能力,则电弧可维持稳定燃烧,这里,控制系统是弧焊逆变电源的核心,是影响其工作稳定性和可*性的重要方面。
针对焊接过程具有非线性、时变形和不确定性,电弧稳定控制存在一系列模糊特征。故使用应用前景十分广泛的模糊控制理论,再配以单片微机控制系统对TIG焊接的电弧电流实行稳定控制,结果表明:具有控制精度高,电弧燃烧稳定,对焊接参数变化适应性强的特点。
1 电弧
[电源管理]
 电气控制与S7-1200_PLC应用技术
电气控制与S7-1200_PLC应用技术 控制系统计算机辅助设计 — MATLAB语言与应用
控制系统计算机辅助设计 — MATLAB语言与应用









 京公网安备 11010802033920号
京公网安备 11010802033920号