目前,国产细纱机在国内企业的使用率已经占到90%左右,产品的产量、可靠性、稳定性等性能指标已经有了较大提升。细纱机配置上向前纺大卷装、缩短工艺流程,纺纱少机台、多锭化,以及自动化、连续化生产方向发展在技术上向机、电、气、仪一体化,数字化,智能化,信息化方向发展,并应用在线监控、信息采集分析等现代化的先进技术在机械结构上向零部件、装置和功能等的模块化设计发展,这将是细纱机的发展趋势。
一、工艺介绍及控制原理
1.开清棉:
2.梳棉:
3.条并卷:
4.精梳:
5.并条:
6.粗纱;
7.细纱:
8.络筒;
9 并线:
10.倍捻:
细纱机是普遍使用的新式细纱机,性能优良、操作方便,机电一体化程度高,结合CO-TRUST CPU和文本的设计具备:纺纱参数设定、显示、纺纱过程自动控制、定长落纱、锭子速度曲线控制等功能。可按设定条件对纺纱过程的锭速、管纱长度、捻度等进行计算并自动显示,并根据机上各部分传感器自动协调控制,特别是定长落纱和自动落纱,大大降低操作者劳动强度;锭子曲线控制提高了纱线的质量和保证了纱锭成型,提高了全机的产量。
二、控制技术方案
细纱机电气控制系统需要具备纺纱过程所需的自动开车、纲领板自动下降、中途停车后自动跟踪开车、自动落纱、自动留头等功能外;还能显示管纱长度等的工艺参数,实现定长落纱和锭子速度曲线控制以及班产累计等功能。电气控制系统包括:传动部分、数据检测部分、变频器锭子速度曲线控制、可编程控制器部分、TD2X单元及数字通讯部分。
1.系统硬件
1).传动部分
包括主电机、吸风电机、纲领板升降电机、自动润滑装置、变频器、落纱电源、各种开关等。
2).数据检测部分
功能为自动检测纺织过程中主轴、前后罗拉的运行数据,为计算班产、锭速、牵伸倍数、捻度等工艺阐述以及为锭子速度曲线控制提供数据。
3).自动检测部分
其作用为当落纱开始后能自动适位停车,自动留头,为重新开车降低断头创造条件。
4).变频器锭子速度控制
其作用是变频器依据PLC传输的锭子速度控制曲线自动调整锭子运行,提高纱线质量和产量。
5).可编程控制器部分
该部分由CPU226L主机和扩展开关信号模块构成;完成全机开关量输入、数据检测以及计算和过程控制,实现纺纱过程自动化和对机器运行情况进行监控。
6).TD200参数设定显示单元
该部分由CPU226L主机和CO-TRUST系列TD2X之间以PPI协议通讯,完成纺纱过程工艺参数显示设定,可直接设定锭子的运行速率,实现控制柔性化。
三、控制要点
细纱机电气控制系统软件设计主要分为:控制部分、参数设定显示部分、计算采样部分、数字通讯部分和锭子运行曲线部分。
1.控制部分
为软件主程序部分,主要依据系统开关量和传感器的输入完成纺纱过程自动控制。
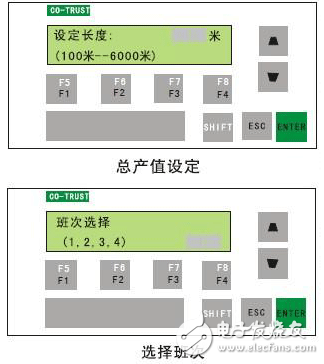
2.参数设定显示部分
主要依据TD2X配置完成参数设定显示菜单,共设计菜单有:完成总产、班产累计显示、换班设定、锭子速度、前罗拉速度、捻度、细纱管线长度统计等参数显示,以及一些参数设置画面,可完成参数的设定、错误设置或出错报警提示等功能,共编辑系统键5个共八组。
3.计算采样部分
主要根据主轴、前罗拉、后罗拉数据检测传感器采样结果以及设计参数完成系统计算,用以完成各类显示参数计算及定长落纱功能。
四、总结
细纱机控制系统前身采用PLC开关量控制和外协参数仪构成,全机控制精度低,可靠性和抗干扰性能差,系统成本较高,采用了CO-TRUST CTSC-200系列PLC构成控制系统后,全机控制采取了数字通讯方式,即方便编程又方便通讯,控制精度和可靠性、抗干扰性能较优,利用“提高软件设计水平来降低硬件投入”原则,极大降低了系统成本,极大提高了产品的盈利能力,深受用户欢迎,市场前景非常广阔。
关键字:CTSC-200系列 PLC 棉纺细纱机
引用地址:
CTSC-200系列PLC在棉纺细纱机中的应用
推荐阅读最新更新时间:2024-05-03 01:41
西门子PLC S7-300出现通讯故障及远程维护办法
西门子S7-300是一款高性能、应用广泛的PLC设备,模块化、分布式结构以及简单易学的操作,使得西门子S7-300成为中小型应用的高性价比方案。如电气设备、数控机床、纺织机械、包装机械、制造生产线,受到很多企业的青睐。 在实际使用中,我们往往会遇见PLC出现故障,进而影响到设备运行与数据采集工作,带来很多不必要的损失。因此,我们需要学习西门子PLC的故障判断方法与高效实用的维护方案。 一、常见的故障判断 西门子PLC自带很多指示灯,在出现故障时,可以通过状态灯去简单判断PLC的故障类型。 SF灯(系统出错/故障显示,红色)CPU硬件故障或软件错误时亮。 BATF灯(电池故障,红色)电池电压低或没有电池。 DC5V灯(+5V
[嵌入式]
SIMATIC S7-1500 PLC与ET200MP的PROFIBUS-DP通信
用CPU1516-3PN/DP作为主站,分布式模块作为从站,通过PROFIBUS现场总线,建立与这些模块(如ET200MP、ET200S、EM200M和EM200B等)通信,是非常方便的,这样的解决方案多用于分布式控制系统。这种PROFIBUS通信,在工程中最容易实现,同时应用也最广泛。 【例1】有一台设备,控制系统由CPU1516-3PN/DP、IM155-5DP、SM521和SM522组成,编写程序实现由主站CPU1516-3PN/DP发出一个启停信号控制从站一个中间继电器的通断。 【解】将CPU1516-3PN/DP作为主站,将分布式模块作为从站。 (1)主要软硬件配置 ① 1套 TIA Portal V13 SP1;
[嵌入式]

PLC每一组成部分所起的作用
PLC每一组成部分所起的作用【工控老鬼分享】
可编程控制器的结构多种多样,但其组成的一般原理基本相同,都是以微处理器为核心的结构。通常由中央处理单元(CPU)、存储器(RAM、ROM)、输入输出单元(I/O)、电源和编程器等几个部分组成。
1.中央处理单元(CPU)
CPU作为整个PLC的核心,起着总指挥的作用。CPU一般由控制电路、运算器和寄存器组成。这些电路通常都被封装在一个集成电路的芯片上。CPU通过地址总线、数据总线、控制总线与存储单元、输入输出接口电路连接。CPU的功能有以下一些:从存储器中读取指令,执行指令,取下一条指令,处理中断。
2.存储
[嵌入式]
PLC常见故障以及处理方法
一、维护概述 一般各型PLC(以下以无锡华光电子工业有限公司生产的SR系列PLC,做为描述样板,其余各型PLC大同小异)均设计成长期不间断的工作制。但是,偶然有的地方也需要对动作进行修改,迅速找到这个场所并修改它们是很重要的。修改发生在PLC以外的动作需要许多时间。
二、查找故障的设备 SR PLC的指示灯及机内设备,有益于对PLC整个控制系统查找故障。编程器是主要的诊断工具,他能方便地插到PLC上面。在编程器上可以观察整个控制系统的状态,当您去查找PLC为核心的控制系统的故障时,作为一个习惯,您应带一个编程器。
三、基本的查找故障顺序 提出下列问题,并根据发现的合理动作逐个否定。一步
[嵌入式]
PLC梯形图编程方法和编程语言的特点
梯形图编程是一个广泛应用于PLC编程的编程语言,它有一个与电子电路图非常相似的框架,但是它的目标是编写和执行自动化过程控制程序。 梯形图编程是基于逻辑组件(与门、或门、非门)以及控制元件(计数器、定时器、比较器等)来构建过程控制程序的方法。在PLC中,梯形图通常是在集成开发环境(IDE)中编写的,其中PLC程序员使用图形化编辑器创建逻辑和控制元件的连接。 梯形图编程的优点是其图形化表示,使得程序员更容易理解程序的逻辑和控制流程。这也允许程序员更容易地对程序进行调试和修改。 虽然梯形图编程具有明显的优点,但它也有一些缺点。例如,在处理复杂的程序时,梯形图可能会变得混乱和难以理解。此外,程序员也需要对PLC
[嵌入式]
一种新型的点阵液晶显示器双总线控制系统的研究
0 引言 自从进入二十一世纪以来,微电子以及计算机技术正在迅猛发展,随着这种发展,使得PLC的运行速度以及工作效率大大提升,例如丰田公司的FX2a系列的PLC就是很好的一个例子,这种PLC的运行速度为1数百微妙,而这款PLC的基本指令则只有0.05μS.但从这款PLC上我们不难看出,在各方面已经达到相当完美的地步,这款PLC除了工作效率高、运行速度快以外,还增添了浮点运算,对于这款PLC的寻址方式而言,主要分成两种,分别是直接寻址以及变址寻址。在整个PLC的程序执行中,主要分成了三个阶段,即输入数据、执行必要程序以及输出数据。在执行程序的过程中,由于程序的长短不等,所以周期也是不一样的。 假设要生产出一个完美的监视系统,那么就必须
[嵌入式]
PLC—HaiwellPLC在智能电源控制上的应用
一、应用背景: 磁控溅射是一种磁控运行模式的二次溅射。此种技术广泛应用于镀膜设备上,它不仅适用于广泛的镀膜靶材(如:铜、钛、铬、不绣钢、镍等金属材料),而且镀膜时还可大幅度提高膜层的附着力、重复性、致密度和均匀度。 磁控溅射镀膜设备主要是使用直流磁控溅射,常需要2路输出稳定的直流电源,设定一个电压值后,要求快速响应到电压的设定值。电源使用过程中必须保持稳定性,电压数值不能受负载影响。然而,市面上常用的开关电源为开环控制,无法确保稳定输出,而一个稳定的电压对镀膜好坏至关重要,因此设想通过PLC的PID算法,利用现有的直流开关电源,实现电源的快速调节和闭环管理。 如下图所示,在智能电源控制系统上需要4AI来检测两路直流稳压电源的电流信
[嵌入式]
PLC的I/O响应时间
响应时间是指 plc 接收到一个输入信号以后,到输出控制信号所需的时间。当 CPU 接收到对应于输入刷新周期的输入信号时,用于响应的时间取决于扫描周期。 (1)单个 PLC 的最小 I/O 响应时间 当 PLC 恰巧在更新输入的扫描阶段优先接收到一个输入信号时,响应最快。 此时响应时间等于 PLC 的扫描时间加上输入 ON 延迟时间和输出 ON 延迟时间,如图1所示。 (2)单个 PLC 的最大 I/O 响应时间 当 PLC 恰好在更新输入的扫描阶段之后收到输入信号,则响应时间最长。这是因为 CPU要到下一次扫描的末尾才能读取输入信号,所以最大响应时间是输入 ON 延迟时间与输出 ON延迟时间加两次扫描时间之和,如图
[嵌入式]

 电力工程设计手册 22 换流站设计
电力工程设计手册 22 换流站设计 嵌入式网络那些事:LwIP协议深度剖析与实战演练
嵌入式网络那些事:LwIP协议深度剖析与实战演练











 京公网安备 11010802033920号
京公网安备 11010802033920号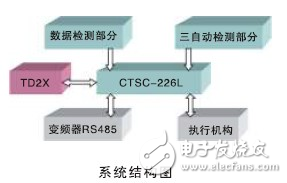{kind=link}
{kind=link}