在单片机应用系统中,普遍使用成本低廉、配置灵活的数码管(LED)做显示器。常用的为4~8位八段LED数码管显示器,即需要4~8个LED数码管。实现这种显示的方法很多,但是,必须采用相应的措施才能实现多个LED的显示。本文介绍了一种设计方法,利用该方法设计的多路LED数码管显示系统具有硬件设备简单,可移植性好,成本低廉的特点,在各种仪表显示系统中应用效果良好。
1 硬件电路
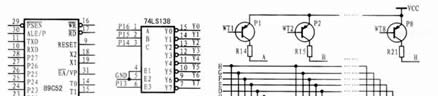
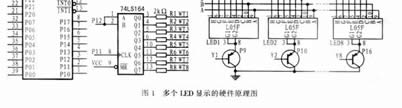
多位LED显示时,常将所有位的段选线并联在一起,由一个8位I/O口控制,而共阴极点或共阳极点分别由另一个8位I/O口控制;也可采用并行扩展口构成显示电路,通常,需要扩展器件管脚的较多,价格较高。本文将介绍一种利用单片机的一个并行I/O口实现多个LED显示的简单方法,图1所示是该电路的硬件原理图。其中,74LS138是3线-8线译码器,74LS164是8位并行输出门控串行输入移位寄存器,LED采用L05F型共阴极数码管。
显示时,其显示数据以串行方式从89C52的P12口输出送往移位寄存器74LS164的A、B端,然后将变成的并行数据从输出端Q0~Q7输出,以控制开关管WT1~WT8的集电极,然后再将输出的LED段选码同时送往数码管LED1~LED8。位选码由89C52的P14~P16口输出并经译码器74LS138送往开关管Y1~Y8的基极,以对数码管LED1~LED8进行位选控制,这样,8个数码管便以100ms的时间间隔轮流显示。由于人眼的残留效应,这8个数码管看上去几乎是同时显示。
2 软件编程
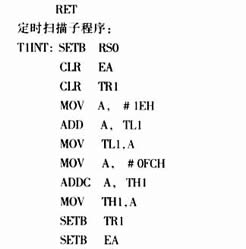
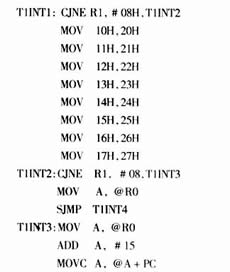
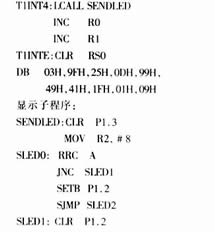
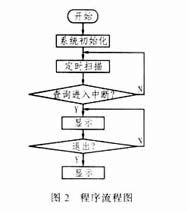
该系统的软件编程采用MCS-51系列单片机汇编语言完成,并把显示程序作为一个子程序,从而使主程序对其进行方便的调用。图2所示是其流程图。具体的程序编码如下:



3 结束语
该设计方法已多次应用于学生单片机实验的显示电路和多种仪器显示系统中。只要将该显示程序调入其它主程序中,即可完成显示功能。经过多次使用证明:该方法可移植性好、实用性强。
关键字:数码管 控制 共阴
编辑: 引用地址:单片机89C52并行I/O口实现多个LED显示
1 硬件电路
多位LED显示时,常将所有位的段选线并联在一起,由一个8位I/O口控制,而共阴极点或共阳极点分别由另一个8位I/O口控制;也可采用并行扩展口构成显示电路,通常,需要扩展器件管脚的较多,价格较高。本文将介绍一种利用单片机的一个并行I/O口实现多个LED显示的简单方法,图1所示是该电路的硬件原理图。其中,74LS138是3线-8线译码器,74LS164是8位并行输出门控串行输入移位寄存器,LED采用L05F型共阴极数码管。
显示时,其显示数据以串行方式从89C52的P12口输出送往移位寄存器74LS164的A、B端,然后将变成的并行数据从输出端Q0~Q7输出,以控制开关管WT1~WT8的集电极,然后再将输出的LED段选码同时送往数码管LED1~LED8。位选码由89C52的P14~P16口输出并经译码器74LS138送往开关管Y1~Y8的基极,以对数码管LED1~LED8进行位选控制,这样,8个数码管便以100ms的时间间隔轮流显示。由于人眼的残留效应,这8个数码管看上去几乎是同时显示。
2 软件编程
该系统的软件编程采用MCS-51系列单片机汇编语言完成,并把显示程序作为一个子程序,从而使主程序对其进行方便的调用。图2所示是其流程图。具体的程序编码如下:
3 结束语
该设计方法已多次应用于学生单片机实验的显示电路和多种仪器显示系统中。只要将该显示程序调入其它主程序中,即可完成显示功能。经过多次使用证明:该方法可移植性好、实用性强。
上一篇:集成功率级LED与恒流源电路一体化设计
下一篇:集成音频功放IC应用于BTL方法探讨与实验
推荐阅读最新更新时间:2023-10-18 14:33
基于无线遥控技术的微震电机震动转速控制电路设计

本文介绍一种无线遥控的微震电机震动转速控制电路,可以在无线遥控的方式下完成电机转速的启动、停止、加速、减速控制。
电路原理
微震电机(又称空心杯电机)具有体积小、震感明显的特点,常见的形状如图1所示。市场上有许多型号的产品,均为直流电压驱动工作。这里以 WZIS-6001A(B)型为例,其特性见表1。该电机在电压由2.0~3.8V变化时,随着电压的升高,电机的转速逐步升高(由7000~11 000rpm)。经实验测试,当电压产生0.3V的变化时,可以通过电机的震动感觉到电机转速的变化。
图1 微震电机的外形
将2.0~3.8V的电压范围分
[工业控制]

1.10.2_I2C_S3C2440的I2C控制器_P
2440通过I2C总线连接设备(AT24Cxx),芯片内部有一个I2C控制器。 当主机(2440)Master为Transmitter时,从机Slave为Receiver,当主机Master为Receiver时,从机Slave为Transmitter。 下图是2440的I2C总线框图。从左往右看,首先是I2C的时钟,I2C的时钟源是PCLK(50MHz),经过一个4bit的分频器,产生I2C的时钟。通过IICSTAT寄存器发出信号,通过IICDS发送数据或接受数据。 数据的传输格式如下图如所示。首先发出开始信号S,然后是7位的从设备地址,1位的读写标志位,然后等待从机返回一个ACK信号,如果是发送数据,那么就将1B数
[单片机]
双界面智能测量控制芯片GC7645的应用
在工业数字控制仪表领域,一般涉及三个基本功能模块:对来自传感器的模拟信号进行A/D转换的功能模块,对A/D转换的数据以事先标定的量程进行显示驱动,根据已获得的测量数字信号向执行机构发出控制信号以实现闭环控制。对于许多家用电器来说,上述过程是相同的。
目前,在上述领域大多数的设计方案是由单片机+A/D转换+外围支持电路来构成的。尽管现在单片机价格并不高,但为了实现上述目标,仍需加上各种外围支持电路,这样就提高了成本,而且还离不开编程。本文中介绍了一种单片智能控制芯片GC7645,该芯片是北京双竞科技公司针对低成本的工业控制仪表及家用电器的控制应用设计推出的新型集成电路。
图1:GC7
[工业控制]
基于交流伺服技术的梳棉锯条冲齿加工伺服控制系统
1 引言 梳棉机是纺织工程的前端工艺设备。梳棉锯条是疏棉机关键配件(图1)。冲齿是梳棉锯条的主要加工工艺。传统的冲齿工艺---冲齿和牵引分别由涡轮涡秆一体的机械机构完成。不同的齿距需要不同的涡轮减速比组在繁琐的机械安装调试背后,加工精度亦有一定随机的波动,而新设计的伺服系统取代了原来的涡轮涡秆系统的牵引部分,冲齿由变频单独完成,齿距的控制完全由伺服实时跟踪变频位置完成,齿距的更改只要修改伺服参数即可,不但效率高,且加工的齿距一致性很好,该伺服系统完全对该行业进行了全新概念的提升和质的飞跃(图2)。 图1 梳棉锯条 图2 锯条冲齿伺服系统 2 原理设计 图3 机械等同架构 2.1系统工艺与控制分析 机械等同架构参见图
[嵌入式]
自动控制系统的组成
自动控制系统是指用一些自动控制装置,对生产中某些关键性参数进行自动控制,使它们在受到外界干扰(扰动) 的影响而偏离正常状态时,能够被自动地调节而回到工艺所要求的数值范围内。生产过程中各种工艺条件不可能是一成不变的。特别是化工生产,大多数是连续性生产,各设备相互关联,当其中某一设备的工艺条件发生变化时,都可能引起其他设备中某些参数或多或少地波动,偏离了正常的工艺条件。当然自动调节是指不需要人的直接参与。 自动控制系统一般由以下组成部分: 测量和检测元件:用于检测和测量被控对象的各种物理量,如温度、压力、流量、速度、位置等。 执行元件:用于控制被控对象的状态,如阀门、电机、泵等。 控制器:用于处理检测元件反馈回来的信息,并输出相应
[嵌入式]
DSP编程技巧之6---揭开编译器神秘面纱之控制与语言选项
编译器 有一些 控制选项 ,这些选项是供我们来控制 编译器 的,不像前几篇文章提到的那些选项那样,是 编译器 用来控制编译结果的。下面我们就来看看我们可以使用的控制编译器的选项有哪些: 表1 编译器的 控制选项 控制选项 别名 控制效果 --compile_only -c 控制编译器使得它只编译,不链接。 --help -h 输出编译器使用的优化、控制等选项信息。它的后面可以加一些更明确的选项或者名词,例如 --help debug 就可以输出关于 debug 的选项的信息。 --run_li
[嵌入式]
基于CPLD的臭氧电源控制系统的软硬件设计
臭氧发生器供电电源是臭氧发生器的重要组成部分,供电电源的电压、频率和波形是影响臭氧发生器效率的重要因素。发生器的结构、气源和冷却系统确定后,电源系统的性能与品质就成为影响发生器效率的关键。 1 系统硬件设计 在臭氧发生器供电电源的设计中,由于可控硅SCR在三相整流时产生的换流压降对输出电压平均值和电压波形都会产生严重影响。因此,在电源主回路的设计中采用大功率二极管整流取代SCR整流,使得整流电路输出的电压脉动很小,从而提高电源的稳定性和效率。 由于电源整流部分采用不可控的二极管进行整流,输出电压的调节就不能通过整流部分进行控制。因此,电源输出电压和频率的调节就只能通过逆变部分进行调节,即通过对逆变触发脉
[电源管理]
基于TMS320F2806三环电压控制逆变电源
0 引言 逆变电源通常采用双环或多环反馈控制,例如采用输出滤波电感电流滞环和输出电压反馈构成的双闭环控制、采用电容电流滞环反馈方式的闭环控制、采用固定开关频率电感电流反馈控制和采用固定开关频率电容电流反馈控制等控制策略。对上述的控制策略,采用电流滞环瞬时控制的控制电路比较简单,但是功率管开关频率不固定,输出电压中的谐波频率不固定,而且频带比较宽,输出滤波器的设计比较困难。采用固定开关频率瞬时值控制方案,其载波频率固定,输出电压谐波成分为固定频率段的谐波,输出滤波器的设计易于实现。其中,电容电流反馈控制的逆变器抑制负载扰动能力强,能够适应非线性负载,但是难以实现过载和短路电流的限制。而采用电感电流反馈的逆变电源稳定性好、抑制
[电源管理]
 【得捷电子Follow me第2期】+交作业——源代码
【得捷电子Follow me第2期】+交作业——源代码 【得捷电子Follow me第2期】 任务1:控制屏幕显示中文
【得捷电子Follow me第2期】 任务1:控制屏幕显示中文 零基础学电子与Arduino:给编程新手的开发板入门指南
零基础学电子与Arduino:给编程新手的开发板入门指南 AD642JCHIPS
AD642JCHIPS
小广播
热门活动
换一批
更多


Vishay线上图书馆
- 选型-汽车级表面贴装和通孔超快整流器
- 你知道吗?DC-LINK电容在高湿条件下具有高度稳定性
- microBUCK和microBRICK直流/直流稳压器解决方案
- SOP-4小型封装光伏MOSFET驱动器VOMDA1271
- 使用薄膜、大功率、背接触式电阻的优势
- SQJQ140E车规级N沟道40V MOSFET

最新电源管理文章
- Bourns 推出两款厚膜电阻系列,具备高功率耗散能力, 采用紧凑型 TO-220 和 DPAK 封装设计
- Bourns 全新高脉冲制动电阻系列问世,展现卓越能量消散能力
- Nexperia推出新款120 V/4 A半桥栅极驱动器,进一步提高工业和汽车应用的鲁棒性和效率
- 英飞凌推出高效率、高功率密度的新一代氮化镓功率分立器件
- Vishay 新款150 V MOSFET具备业界领先的功率损耗性能
- 强茂SGT MOSFET第一代系列:创新槽沟技术 车规级60 V N通道 突破车用电子的高效表现
- 面向车载应用的 DC/DC 电源
- Vishay推出适用于恶劣环境的紧凑型密封式SMD微调电阻器
- MathWorks 和 NXP 合作推出用于电池管理系统的 Model-Based Design Toolbox
更多精选电路图






更多热门文章
更多每日新闻
- 大联大品佳集团推出以复旦微和ams OSRAM产品为主的汽车氛围灯方案
- 为啥车载操作系统(Vehicle OS)越来越重要了呢?
- 车载传感器 — 一文详解激光雷达
- 汽车(超声波、毫米波、激光)雷达之间的简单区别
- 汽车电路相关知识大全
- Bourns 推出两款厚膜电阻系列,具备高功率耗散能力, 采用紧凑型 TO-220 和 DPAK 封装设计
- SABIC进一步深化与博鳌亚洲论坛的战略合作伙伴关系
- 使用 3.3V CAN 收发器在工业系统中实现可靠的数据传输
- 凌华智能推出AmITX Mini-ITX 主板,助力边缘人工智能和物联网创新
- 英飞凌携手马瑞利采用AURIX™ TC4x MCU系列推动区域控制单元创新
更多往期活动
11月21日历史上的今天
厂商技术中心




 京公网安备 11010802033920号
京公网安备 11010802033920号