在基于机器视觉的零件二维尺寸测量通常采用面阵CCD相机作为图像采集设备,由于面阵CCD相机的像素分辨率较低。使得在测量精度要求较高的场合很难完成测量任务。线阵CCD器件具有空间分辨率高的特点,可以实现高精度测量。近年来,利用线阵CCD进行无接触一维测量已经得到广泛应用。本文提出采用线阵CCD相机对零件进行平行扫描采集零件图像,实现零件二维尺寸的高精度测量。
1 线阵CCD扫描测量原理
线阵CCD扫描测量系统主要由线阵CCD相机、运动工作台、控制电路及线光源等组成,扫描测量原理如图1所示。

被测零件放置于运动工作台上,随工作台一起以速度v向右方行进,零件未进入相机视场AB时,线光源所发射光线直接通过光学成像系统成为一帧灰度值较高的背景图像,当零件进入相机视场时,零件遮挡光线使得采集图像含有零件轮廓信息,将所有输出图像按采集的先后关系进行拼接,即可得到完整的高分辨率零件图像,通过图像处理得到零件的二维几何尺寸。
2 扫描同步控制
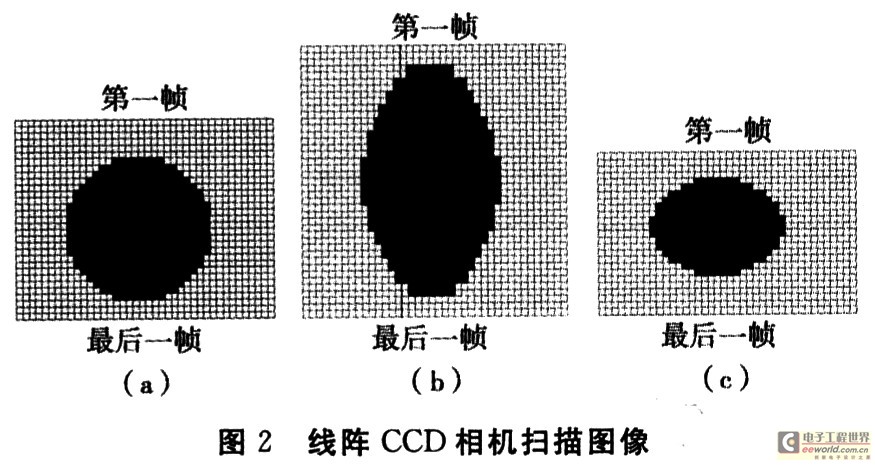
扫描同步控制是线阵CCD扫描测量零件二维几何尺寸的关键技术,也是影响系统测量精度的最主要因素。所谓扫描同步是指:单位时间内线阵CCD相机所采集图像总和对应的物方实际尺寸与零件的行进速度相同。当扫描同步时,获取的零件图像与实际零件相比没有发生变形,如图2(a)所示,对其进行处理的结果最接近零件尺寸的真实值;当相机采集速度大于零件行进速度时,零件图像被拉长,如图2(b)所示,对其进行处理的结果将大于零件尺寸的真实值;当相机采集速度小于零件行进速度时,零件图像被压缩,如图2(c)所示。对其进行处理的结果小于零件尺寸的真实值。
为保证对零件尺寸测量的准确性,需要进行同步控制。线阵CCD的像素尺寸S为14μm×14 μm,线扫描速度vx为500帧/秒,镜头焦距f为50 mm,镜头到零件的距离D为150 mm,则CCD像素所对应的物方尺寸L为:

则单位时间内线阵CCD相机所采集图像总和对应的物方实际尺寸(即CCD相机扫描图像速度v)为:
![]()
在这种情况下,要实现零件扫描同步则要求零件的行进速度为21 mm/s。[page]
3 图像处理算法
通过以上分析,对系统的运动工作台的行进速度进行严格控制,使之与CCD相机的扫描速度达到很好的同步效果,实际采集零件图像如图3所示。

3.1 图像边缘提取
由于需布置光源,而光源随时间会有所衰减。所以对图像采用边缘检测的算法,以减小光源亮度变化对图像检测的影响。要得到图像的轮廓尺寸,边缘检测是测量的基础和关键。由于图像往往含有噪声。而边缘和噪声在空间域都表现为灰度有较大的起落,给边缘提取带来困难。通过仿真比较,最终采用了3*3的平滑算子和抗噪能力较强的sobel检测算子,它对灰度渐变和噪声较多的图像处理效果较好,对边缘定位比较准确,能够满足我们对图像测量的需要。由sobel算子提取被测零件的图像边缘如图4(a)所示,图像边缘是一条细环,由于图像太大,显示图为33%的缩略图,看起来间断的地方很多,其实是连续的,大部分边是单像素宽,左下角部分400%的显示图如图4(b)所示。

在图4(b)中,有些地方不是单像素宽,会影响轮廓链接成一条链。由于有断点的存在,为了不增加断点的间隙,采用保留端点的细化方法,生成单像素宽的环,以得到准确的周长;由于噪声的影响,有些地方还有间断,缺口只有一两个像素的距离,对于大于一定长度的边缘段,根据各条边缘段起始点或终止点之间的距离d,判断它们之间的可连接性及需要连接的像索个数及与前一个像素的位置关系,进行像素的最少个数插值,并由位置关系确定插值像素对周长的贡献。当 像素时插入一个像素;当
像素时插入一个像素;当 像素时,插入两个像素,从而得到连续的单边缘轮廓。
像素时,插入两个像素,从而得到连续的单边缘轮廓。
3.2 周长法计算直径
计算区域的直径有很多方法,对于标准圆形,可以采用霍夫变换或最小二乘拟合等方法。但对于非标准圆形零件,需要计算它相对于圆形的直径,根据周长不变的特性,采用周长法计算直径。对得到的连续单边缘轮廓用链码表示,假设像素点边长为1个单位长度。
(1)当前像素点位置与前一像素点位置为水平关系或垂直关系时(左、右关系或上、下关系),适合于用像素的一倍边长![]() 近似;
近似;
(2)当前像素点位置与前一像素点位置为倾斜关系时,适合于用像素的倍边长近似;
[page]
(3)如果水平关系或垂直关系的像素点个数为n1,倾斜关系的像素点个数为n2,则周长L为:
由周长与直径的关系,即可计算直径。

4 测量试验及数据分析
4.1 试验结果
对其重复10次进行采集处理与使用千分尺(分辨率为0.001 mm)测量结果比较如表1,从中可以看出这个测量系统精度范围在-0.01~+0.01 mm,该测量结果能够满足精度要求。

千分尺测量内径均值:11.315 mm标准差:0.000 3
图像处理内径均值:11.325 mm 标准差:0.005
千分尺测量外径均值:24.758 mm标准差:0.000 3
图像处理外径均值:24.769 mm 标准差:0.005
4.2 试验结果误差分析
直径是由周长上像素位置计算得到的,而每个像素位置的测量都有一定的不确定度,从而造成周长测量同样具有不确定度。在这里,通过周长计算直径的模型,分析周长的不确定度对直径的影响。
由式(2),则直径:

在式(3)中,n1与n2相互独立,当n1和n2的个数有误差时,计算的直径不确定度为:

当获取的周长有一个单位的误差时,计算的直径的误差仅为 个单位,所以通过周长计算直径的模型具有较高的精度。
个单位,所以通过周长计算直径的模型具有较高的精度。
5 结论
基于线阵CCD的二维尺寸扫描测量系统,因线阵CCD可达到较高分辨率,所以能较好地满足测量精度要求。线阵CCD视觉检测系统作为一种新型的测量手段,在许多测量场合,特别是工业尺寸非接触在线检测等方面具有非常广阔的应用前景。
上一篇:基于灰度共生矩阵的图像分割方法研究
下一篇:超声层析成像检测系统的研究与实现
推荐阅读最新更新时间:2024-03-30 22:17

 机器视觉技术及应用 (韩九强, 胡怀中)
机器视觉技术及应用 (韩九强, 胡怀中) Verilog HDL数字集成电路设计原理与应用
Verilog HDL数字集成电路设计原理与应用









 京公网安备 11010802033920号
京公网安备 11010802033920号