在采用CBN金刚石砂轮进行磨削作业时,除了砂轮使用寿命非常重要之外,对砂轮质量因素的认识也是至关重要的,以便达到对磨削流程和加工精度的高要求。
磨削加工工艺在刀具和部件加工中一直扮演着非常重要的角色。与其他类型的切削技术相比,磨削工艺的长处在于其对硬质材料的良好的可加工性、较高的形位公差精度(IT5~6)和磨削表面的较小的波纹和粗糙度(Rz=1~3μm)。
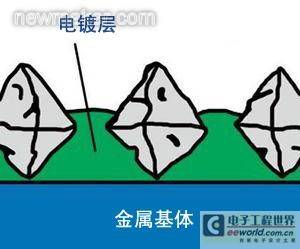
由于电镀砂轮的基本外形可塑性极强,便于切削,因此这种工艺特别适合于要求较高的加工场合。砂轮电镀层的特征在于,一方面需要通过高品质磨削颗粒物达到磨损极限范围要求,另一方面又需留出可以排放切屑的空间。
整体观察磨削流程
由于加工工艺越来越复杂,因此必须对磨削流程进行整体观察。这就意味着,要依据各种不同的应用场合,对所使用的砂轮的配置提出具体的要求。这时往往会涉及表面形状(即刀盘的作用区域)问题。为了能够对相关表面做具体特征化描述和评价,必须采用现代化的测量技术和方法。这样即可在任意时间点上对带有颗粒物的刀具工艺流程的结果和质量水平做出客观的评定。这也是确保稳定的加工质量的一个前提条件。
材料承重比例是重要的检测特征
砂轮质量评判的另一重要的检测特征便是材料承重比例和材料比例曲线(Abbott曲线),如图2所示。材料承重比例在一定数值上反映出砂轮表面在3D剖面上低于这个数值时的百分比。这个参数对于砂轮使用状况与具体加工任务之间关系的评判来说是非常重要的。在研究项目框架内,通过FGW Remscheid e.V.与GFE Schmalkalden e.V.这两家公司的合作和一个协作委员会的参与,研发出了一种无接触的测量技术方案,用于测定材料承重比例。为了使该测量技术方案发挥效力,我们在电镀砂轮所获得的测量结果和加工结果之间进行相关性研究。
第二步便是对砂轮加工结果进行相关性研究。为此目的,采用可复制的参数组来生成符合实际的磨损状态,并进行一系列的磨削试验。然后通过对刀具和工件特性进行的电子光栅和显微照相测,在新型光电子结构的基础上,采用新研发的图像处理技术的成果实现补偿。通过这种重复性的过程,可以验证所测得的材料承重比例和真实的砂轮加工结果之间的关联性,也可借助于仪器实现图像收集方法的功能和可使用性。
最终在该研究项目内开发出了一种测定电镀砂轮材料承重比例的无接触的技术工艺。这项工作的仪器基础是实现了一种立体显微和共焦显微技术相结合的试验场所。
这种方法的经济优势对于企业来说,是在于对表面状态做出快速的特征化描述。通过试验台,可以实现对刀具的材料比例曲线进行快捷、简单、可重复性和可记录性的测定。所获得的认识有助于用户继续开发自己的产品。(end)
关键字:测量技术 CBN 砂轮质量
引用地址:快速测定CBN砂轮质量
磨削加工工艺在刀具和部件加工中一直扮演着非常重要的角色。与其他类型的切削技术相比,磨削工艺的长处在于其对硬质材料的良好的可加工性、较高的形位公差精度(IT5~6)和磨削表面的较小的波纹和粗糙度(Rz=1~3μm)。
由于电镀砂轮的基本外形可塑性极强,便于切削,因此这种工艺特别适合于要求较高的加工场合。砂轮电镀层的特征在于,一方面需要通过高品质磨削颗粒物达到磨损极限范围要求,另一方面又需留出可以排放切屑的空间。
整体观察磨削流程
由于加工工艺越来越复杂,因此必须对磨削流程进行整体观察。这就意味着,要依据各种不同的应用场合,对所使用的砂轮的配置提出具体的要求。这时往往会涉及表面形状(即刀盘的作用区域)问题。为了能够对相关表面做具体特征化描述和评价,必须采用现代化的测量技术和方法。这样即可在任意时间点上对带有颗粒物的刀具工艺流程的结果和质量水平做出客观的评定。这也是确保稳定的加工质量的一个前提条件。
材料承重比例是重要的检测特征
砂轮质量评判的另一重要的检测特征便是材料承重比例和材料比例曲线(Abbott曲线),如图2所示。材料承重比例在一定数值上反映出砂轮表面在3D剖面上低于这个数值时的百分比。这个参数对于砂轮使用状况与具体加工任务之间关系的评判来说是非常重要的。在研究项目框架内,通过FGW Remscheid e.V.与GFE Schmalkalden e.V.这两家公司的合作和一个协作委员会的参与,研发出了一种无接触的测量技术方案,用于测定材料承重比例。为了使该测量技术方案发挥效力,我们在电镀砂轮所获得的测量结果和加工结果之间进行相关性研究。
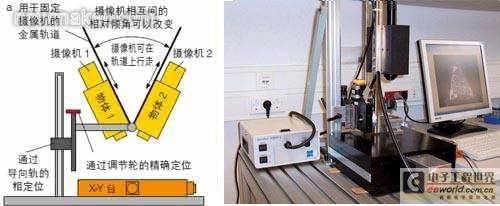
第二步便是对砂轮加工结果进行相关性研究。为此目的,采用可复制的参数组来生成符合实际的磨损状态,并进行一系列的磨削试验。然后通过对刀具和工件特性进行的电子光栅和显微照相测,在新型光电子结构的基础上,采用新研发的图像处理技术的成果实现补偿。通过这种重复性的过程,可以验证所测得的材料承重比例和真实的砂轮加工结果之间的关联性,也可借助于仪器实现图像收集方法的功能和可使用性。
最终在该研究项目内开发出了一种测定电镀砂轮材料承重比例的无接触的技术工艺。这项工作的仪器基础是实现了一种立体显微和共焦显微技术相结合的试验场所。
这种方法的经济优势对于企业来说,是在于对表面状态做出快速的特征化描述。通过试验台,可以实现对刀具的材料比例曲线进行快捷、简单、可重复性和可记录性的测定。所获得的认识有助于用户继续开发自己的产品。(end)
上一篇:飞机形位误差检测技术研究
下一篇:采用激光对刀具进行无接触和高精密的测量
推荐阅读最新更新时间:2024-03-30 22:48
解析LED热阻结构测量与分析技术进展

LED产品 的热性能对于 LED 产品的光色电性能和可靠性、使用寿命影响很大,因此其热管理设计和测量十分重要。与传统的测量整个器件的热性能不同,对热阻结构的分析和测量能够得到器件内部的热阻分布情况,从而更为全面地评价LED产品的热性能,并可准确找出热管理中的薄弱环节,对产品的二次设计发挥重要指导作用。本文详述了热阻结构测量的原理和最新技术进展,并采用我国自主研发的热阻测量设备对实际样本进行对比试验分析,得到了良好的分析结果。 1. 概述: LED固体光源具有效率高、寿命长,应用灵活、无污染等优点,目前已广泛应用于 照明 领域。然而LED所消耗的电能中,多数转化成了热能,使芯片温度明显升高,而温度对LED性能
[电源管理]

基于TDR技术的阻抗测量系统的设计和应用研究
宽带阻抗受控系统的实现给中心电子构建部件——印刷电路板(PCB)的设计师、制造商和质量保证管理人员提出了艰巨的挑战。这个挑战不是源于缺乏电磁设计知识,而且源于PCB行业中巨大的价格压力:也就是说,在开发人员看来完全适合GHz范围时钟速率的理想射频(RF)基材几乎没有使用过。 与此相反,在整个基材中介电常数(DC)不均匀的低成本FR4材料倒是经常使用。另外,将核心材料和半固化片压合成多层PCB经常导致几何上的不匀称,进一步增加了不确定性的来源。然而,为了满足规定的容差,许多PCB制造商提供对线路阻抗的检查服务,继而要求额外的阻抗测试板。这些测试板通常位于PCB边缘,因此只能部分代表分布在整个生产面板上的实际感兴趣传输线的特性。在
[测试测量]
如何设置示波器来完美测量抖动技术
对抖动完美测量的一半工作量都在于如何设置示波器 。我们的目标是捕获并显示出信号在系统环境下的真实情况。因为每个实验室都有实时示波器,有必要知道如何去操作它们。抖动测量对环境特别敏感,所以要想 办法针对各种抖动优化测试环境。 首先要选取具备合适带宽的 设备 。如果带宽太窄,测试得边沿速率就会很低。低的沿速率会将幅度噪声更多的转化为时域错误。但是,如果带块太大,也只会 增加测试中的热噪声和散粒噪声从而提高噪底。在NRZ码流来讲,一个经验规则就是选取带宽为码率的1.8倍。 接下来,尽量提高采样率,避免发生由于欠采样而发生的混叠效应。理论上,采样速率至少是信号最高基频的两倍;实际上,捕获过程中的模拟信号整形和数 据变换会留有余量,
[测试测量]
基于数字图像处理技术的岩石节理宽度测量
岩体节理裂隙宽度的测量在地质勘探、矿山工程、公路铁路建设和核电工程等诸多工程领域都有广泛的应用。但是由于裂隙形成原因的多样化,给它的测量与研究带来了极大难度。一种最简单的测量宽度的方法,就是用卡钳(测径仪)来测量节理裂隙二侧岩体断裂面的垂直距离。这种方法受人为因素和仪器精度的影响很大,结果不稳定且数据不精确。而对于岩体微裂隙的测量来说,则只能在显微镜下进行。一般采用的方法是:首先对对象岩体取样,并从中采集数字图像信息,然后沿用传统的人工测量方法,对图像中的目标物体进行测量,最后得出测量结果。这种方法只是在数据采集时提高了精确度,但在测量过程中由于缺少对现有图像分析技术的应用,测量结果并不理想。目前常用的图像分析技术主要是一些图
[测试测量]
DataSocket技术在网络化在线颗粒测量仪中的应用
1 颗粒测量仪的原理 单机版的颗粒测量仪已在作者实验室研制成功并应用于生产中, 仪器 采用光全散射法的测量原理,如图1所示。 图中I0为入射光强,I为透射光强。 全散射法原理基于Beer-Lambert定理。图1中,如果一束强度为I0、波长为λ的平行单色光入射到含有被测颗粒的介质时,由于颗粒对光的散射和吸收作用,光的强度将衰减: 式中τ是介质的浊度 设颗粒群在介质中的空间分布是无序而均匀的,即浊度τ与光程L无关,将式(1)沿整个光程积分 式(3)描述了光在颗粒介质中的衰减规律。 在该系统中,当白光光束穿过一含有颗粒的介质时,由于受到颗粒的散射和吸收,使穿过介质后的透射光的强度受到衰减,其衰减程度与颗粒的大小和数量
[测试测量]
多通道及多速率高速串行通讯系统的串扰测量技术
由于在高操作频率下并行系统存在一些缺陷(如:偏斜、时序预算及布局限制),许多系统因此转向串行接口传输信息。这些串行接口可设计用于支持多种标准(如:数字视频广播系统中的 SD-SDI 和 HD-SDI、数据传输系统中的 USB 和 Firewire、双路 HDMI/DVI 系统中的不同帧解析度/速率下的视频流)以及多种数据速率。事实上,不同串行接口可以在多个通道上同时进行不同标准的传输,并集成在同一个器件上(如四独立通道 SERDES)。这样,这个器件上将会存在不同速率的高速信号切换。这就引出了一个问题:“在这些信号之间是否存在干扰?” 由于临近信号的高速切换对信号本身引起的干扰称为 串扰 。这种效应本身可以表现
[测试测量]
技术控:LED灯条灯泡结温测量办法
用 LED 灯条做成的普泡形灯泡,不需加透镜既能实现360度全角度的光源,使人有回归传统白炽灯的感觉。LED灯条灯具有多项应用优势,在市场上刮起了一股不小的旋风,正快速地被用户所接受。LED灯条灯把传统钨丝球泡灯制造技术与LED新兴技术相结合,使用玻璃泡充气技术,把LED灯条密闭在玻璃球泡内,并在内填充混合气体,使其起到散热作用,以达到降低LED结温,减少光衰,延长寿命的目的。 工作状态下LED灯条的结温是影响各项性能指标的主要因素,也是严重影响LED光衰和使用寿命的关键因素,这些参数对普通 照明 而言都是极其重要的照明质量评价指标,这已经在照明业界达成共识。 把LED灯条密闭在充有混合气体的玻璃球泡内,仅有正负极两根
[电源管理]
脉冲S参数测量技术的最新进展
矢量网络分析仪(VNA)的散射参数测量常采用给待测设备(DUT)加上连续波(CW)激励来进行。然而,在有些情况下,可能需要使用脉冲激励S参数测量。例如,CW测量中的热累积可能会损伤没有热耦合的DUT(如功率晶体管),而用脉冲测量就可以安全地测量到其特性。适当地选择脉冲激励的占空比,可将这些测量的平均功率保持在低水平下,避免过热现象的发生。另一个例子是测量可能在脉冲或突发信号下正常工作的DUT,如在雷达系统和很多数字调制通信系统中就有。脉冲S参数测量依靠能产生并能精确测量脉冲正弦信号的VNA。 借助某些数学分析可形象化观察脉冲信号谱。方程1描述了一种时域脉冲信号。对脉冲宽度为PW的信号,脉冲信号的视觉表现首先构成矩形窗口 。
[测试测量]
 机器视觉技术及应用 (韩九强, 胡怀中)
机器视觉技术及应用 (韩九强, 胡怀中) 嵌入式网络那些事:LwIP协议深度剖析与实战演练
嵌入式网络那些事:LwIP协议深度剖析与实战演练










 京公网安备 11010802033920号
京公网安备 11010802033920号