丝网印制较模板印制的优点是其成本较低,而且它可以印制较大的区域,其缺点是印制的精度有限且覆层的厚度有限。在丝网印制工艺中,焊锡膏在网眼上滚过,电路板上在丝网网眼附近不需要焊锡膏的地方应涂有一层药膜。丝网可能是不锈钢的、经过金属处理的聚酯、聚酯或尼龙,将丝网在坚硬的金属框(多为铝)上拉紧,然后将这个金属框置于丝网印制设备框架的上面。
刮刀推动焊锡膏通过网眼上面的孔洞,同时紧压丝网以使焊锡膏与电路板相接触,刮刀通过以后,丝网弹回离开电路板,此时电路板上在丝网的开口处就会留下焊锡膏,焊锡膏中分离的粒子流到一起形成一层均匀的覆膜。丝网印制技术需要高超的技术和训练有素的操作人员,以保证焊锡膏相对于布置位置的位移小于0.15mm。
1.丝网织物的分类
除了根据所采用的丝网织物材料来分类以外,还可以根据丝网网眼的数目来分类,也就是根据每厘米的丝线(开口)数目来分类,例如" 55-T" 表示每厘米含有55 条丝网印制织物,或者说相当于每英寸含有140 条丝网印制织物。丝网所使用的材料包括:
1)不锈钢:它的使用寿命较长,且提供极好的规定对准度和焊锡膏流动,可以避免静态电荷的积累,所需的架空高度也较低。
2) 用金属处理的聚醋:它具有较高的抗磨耐蚀性,允许良好的焊锡膏流动,金属表面可以防止静态电荷的积累。
3) 聚酯:它比不锈钢具有更好的弹性而且便宜,如果电路板焊接不平整就更需要弹性大的丝网材料。
4) 尼龙:它具有极好的弹性。
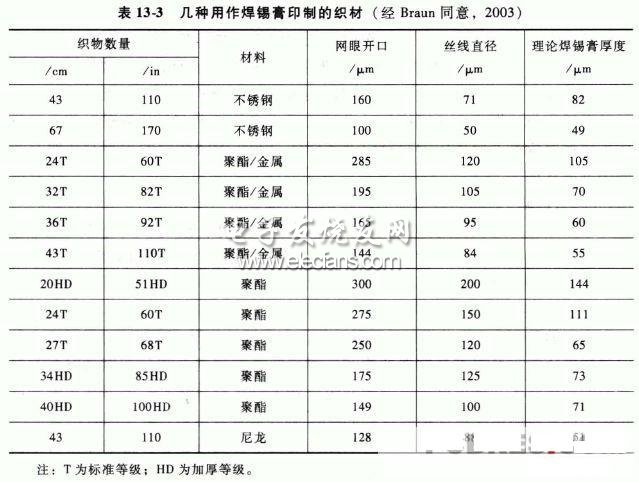
构成网眼的丝线每厘米应当大约有30 根,丝线之间的距离最小应当是焊锡膏中最大焊锡粒子直径的三倍,表13-3 给出了一些用于焊锡膏印制织物的选择。
只有使用坚硬的框架才能获得所需的网眼张力以进行精确的印制,铝是丝网印制框架最常用的金属。人们很少使用钢制框架,因为它们容易生锈,而且对于同样尺寸的框架来讲,不锈钢框架的重量几乎是铝的三倍。但是,人们有时也必须考虑铝的线性热膨胀系数高达不锈钢的两倍这一事实。
例如:不锈钢:温度升高5℃时1m 膨胀0.06mm;
铝:温度升高5℃时1m 膨胀0.13mm 。
框架的尺寸应当足够大,使图像外边缘与框架内边缘在所有四边之间的距离至少为150mm ,如果此距离太小,则会增加调整的困难程度,因为随着架空高度的增加以及刮刀与框架之间距离的减小,失真会增加。
3. 架空高度和框架升离
架空高度是指丝网或模板与电路板表面之间的距离,较高的织物张力可以允许较低的架空高度,当刮刀开始印制时框架在边缘附加的抬升称为框架升离。这一抬升由先进的印制设备在刮刀运动时来提供,通过此增加的高度来确保相同的架空高度。同样,电路板与丝网之间的角度也将通过在丝网移动刮刀来维持不变,通常,架空高度的设置应当尽可能的低,使用高张力的织物,人们就可以获得较低的架空高度。
4. 织物的拉伸
丝网印制织物可以通过空气作用或机械的方法进行拉伸,新拉伸的织物通常在拉伸后的lh 内失去10% - 20% 的张力,这根据织物的类型、拉伸设备、框架的稳定性以及给框架上的织物涂胶前的剩余时间而略有不同。因此,为了更加精确的工作,推荐在丝网拉伸后进行板模制作前留出12h 的休眠时间。织物的抗张拉力依赖于所使用的材料以及丝线的直径,丝线张力的大小与丝线直径的平方成正比。
5. 去油脂
常常建议在每次使用之前对板模进行去油脂操作,这可以通过商用丝印去油剂或采用浓度为20% 的苛性锅完成,但需要在漂洗以后,使用浓度为5% 的醋酸进行中和。
6. 印制速度
典型的印制速度为每秒钟20 - 80mm ,这依赖于所使用的焊锡膏的触变性,印制速度通常由焊锡膏的制造商推荐。当焊锡膏在丝网上移动和滚动时,焊锡膏中的液体越多,则、可能获得的印制速度越大。开始印制时在焊锡膏接触丝网孔隙之前,印制速度至少要达到90mm/s ,以使焊锡膏达到其触变性能。丝网网眼的数目指的是开口的数量或每英寸丝线的数量,用于焊锡膏印制的网眼的数量通常在60 - 200 之间。典型的最大焊锡粒子不能超过网眼的113 ,以防止阻塞。例如,一个80 个网眼的丝网其开口大约是224μm ,故此时焊锡粒子的尺寸不应当超过75 件m 。具有细小网眼的丝网可以用于精细的焊锡膏沉积,一个具有180 个网眼的丝网使用其中的80 个网眼,并采用精细的焊锡膏粉末可以制造出100 -150μm 的沉积厚度。Hall (1994) 提出了为获得低的缺陷率对丝网印制机的需求, Noble 和Moore (1992) 说明了确定丝网印制机印制精度的方法。
上一篇:基于蓝牙技术的倒F型天线的设计(二)
下一篇:eMMC改写内嵌闪存卡格局
 硬件电路设计与电子工艺基础(第2版)
硬件电路设计与电子工艺基础(第2版) 贴片元件焊接指南part1
贴片元件焊接指南part1 零基础学电子与Arduino:给编程新手的开发板入门指南
零基础学电子与Arduino:给编程新手的开发板入门指南










 京公网安备 11010802033920号
京公网安备 11010802033920号