向无铅焊接的切换即不仅要确认长期可靠性,和温度(材料组)升至260℃时所发生的各种变化,还要对可制造性和测试能力进行确认。如果这些基本结果不能达到,那么这种合金就不是一个合适的替代品。如果一种工艺不能生产出产品且保持可控,那么这种工艺就是不可行的。理解无铅是怎样影响到性能表现和工艺控制的,才是其执行的核心内容。
从高铅材料(PbR)切换到无铅材料时, 应该加强对失效模式的分析(FMEA)。从机械学角度上看,典型的无铅材料要比高含铅材料硬。一般文献中所引用的具有代表性的特性数据是源自一个固态样本(标准的体积大小及质量)。
不幸的是,回流后的焊料合金即不是标准的体积,也与初始的合金具有不同的成分(金、铜、镍、钯和其它金属会污染合金,改变其机械参数)。我们缺少能够对比球状和块状焊点机械性能的、有凸点和无凸点倒装芯片的、以及显示无铅合金机电性能改变的图表。
对焊料凸点和外部环境间接触区域的仔细检查显示出,硬度对插座设计,电气接触(阻抗和接触电阻)以及整个产出有明显的影响。不仅包括无铅合金硬度增加带来的问题,就连表面氧化物/助焊剂残留的综合效应,也能在首次电气接触和接触电阻上产生多种影响。
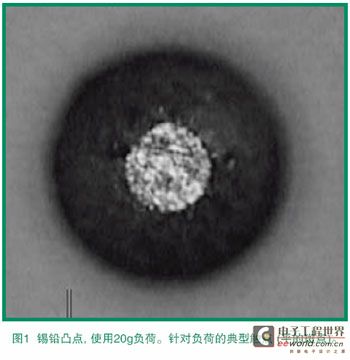
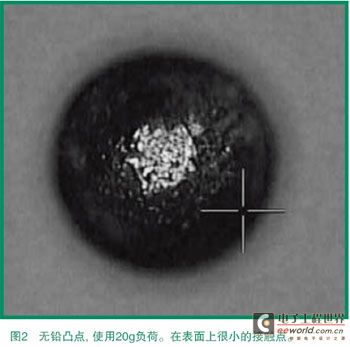
两种现成的“BGA”器件(相同封装,一种含铅量高,另一种不含铅;精确的合金成份与本次试验无关)被用来评价焊料切换带来的影响。图1和图2显示了一个明显的负荷变化情况,以证实类似的凸点变形。(形变程度和为形成电气接触而在凸点上所施加的最小外力有直接关系对于使用锡铅合金的电气接触而言,是典型的形变情况)
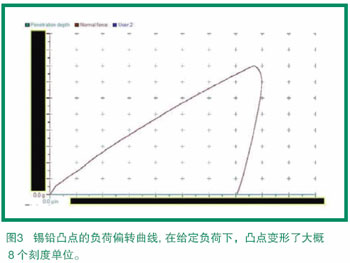
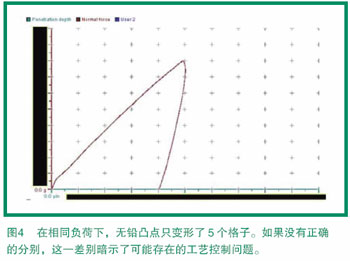
如图3和图4所显示的,在目标负荷情况下,含铅量高的器件会比无铅合金器件发生最高可达50%的形变。当负荷移走后,含铅量高的器件会保留比无铅合金器件多达75%的形变。这种现象和高铅焊料的机械特性有关,并在铜互连封装的倒装芯片上表现得尤其明显。改变凸点的化学成份会导致在冶金学和机械性能方面的一系列改变;很可能是由于铜在焊接过程中的溶解和形成新的合金造成的。
当我们寻找改进安装到插座上的BGA或探针卡上的倒装芯片寿命的方法时,需要懂得如何从高铅向无铅切换才会影响到电气和机械性能,那么,物理测试是必需的。对于倒装芯片,为确定是否在提高产出的同时能维持更好的工艺控制,电气机械特性的比较分析是必需的。伴随着正确的工具设定(该过程使用改良自CSM仪表的工具),电气接触电阻——也包括确切的首次电气接触及机械持久力——能很容易获得。
在评估中,我们确定了处于确切电气接触和机械形变之间的最佳接触点,以便更好地进行工艺控制。数据显示,从高铅向无铅的切换,在电气或机械方面都不是一个简单的转换,这和回流温度无关。这一方法也给研究者提供了一个早期的机会,以评估在焊料凸点的可靠性方面由于测试设备未对准而造成的影响。
电气机械数据提供给工艺/设计FMEA人员在合金选择方法上一个无偏差的数据。相对建模方式,这一基于实际数据来选择合适材料的方法,在插座配置和界面硬件的配置上,从工程方面去除了凭猜测所做的工作,做到了“一次正确”的设定。合金的电气机械特性的确定不仅仅帮助了封装设计人员,也为器件设计提供了支持。无论在机械还是电气方面,由于将器件装入插座并测试而需要增加的负荷,硅片或许会被损坏。同样重要地,如果实现电气接触所需要的力超过机械负荷极限时,具有低介电常数(Low K)结构的倒装芯片将会面临可靠性的问题。
小几何尺寸的高铅倒装芯片凸点在实现电气接触时,通常每个凸点需要承受15到20克的力。我们的团队使用了一个经改装的“CSM-Instruments”的微米级硬度工具,针对模拟稳定电气接触和产出所需要的力的变量做出快速的评估。结果显示,相对于锡铅焊料,无铅材料可能需要增加70%甚至更多的负荷(这个结果由四点探针机构的 Kelvin 连接确认过了,显示了一个74%的差别。CSM工具使用了大约5分钟,而使用 Kelvin 连接可能需要将近两周时间才能得到结果)。代替标准测试模块的电阻系数和硬度,设计者和工艺工程师需要向焊料和仪器供应商索要这类数据。
上述因素在FMEA上可能带来更大的变化,并且对性能产生影响(对部件和器件是相似的),比如助焊剂残留物,氧化物,合金污染物应该和凸点合金一同被评估。清洗和其它通过去除助焊剂残留和氧化物来清洁凸点的工艺,可以作为一个附加的标准,以便在一个实验设计中得到验证。DoE过程可以被概括为,针对凸点合金而建议采用正确的探针设计来匹配优先的目标产出,同时增加生产量和优化硬件设计。
针对凸点的几何形状优化探针设计是非常必要的,这有助于防止探针在有效刺穿助焊剂残留物和氧化层,保证电气连接的同时,对凸点产生损伤(要形成电气接触,有些凸点的形变是需要的;过多的负荷导致了损坏和产出率的降 (低)。该工艺已从几个月(有临界结果)被改进到了几天(有精确的测试结果)。伴随着正确的方法,不断改进的工艺,以及器件和设备的优化,一个完整的凸点形变和电气优化的分析用不了3天就可以完成。
最后,当比较无铅和高铅焊料时,注意由于尺寸的变化,在倒装芯片的焊料凸点和μBGA封装间(250μm凸点几何尺寸相对750μm),会产生耐久力的变化。当加载了不同的负荷时,可以观察到“形变”上的差别。实验的结果是符合实际的测试数据的,其误差小于5%(如果 Kelvin 连接是个因素的话,部分的误差可以被消除)。对于测试硬件设计,预防性的维护(PM)和晶片的破裂而言,这一差别是非常关键的,尤其是当无铅凸点安装在低介电常数焊盘上时。在封装或晶片上过多的负荷可能导致部件的损坏和设备的停机。如果使用无铅焊料,尤其是使用在低介电常数结构上时,一个和这里所讨论的某个类似的分析方法,可能对市场销售和可靠性的改良是有帮助的。
关键字:无铅制造 可行性 测试控制
引用地址:无铅制造的可行性与测试控制
从高铅材料(PbR)切换到无铅材料时, 应该加强对失效模式的分析(FMEA)。从机械学角度上看,典型的无铅材料要比高含铅材料硬。一般文献中所引用的具有代表性的特性数据是源自一个固态样本(标准的体积大小及质量)。
不幸的是,回流后的焊料合金即不是标准的体积,也与初始的合金具有不同的成分(金、铜、镍、钯和其它金属会污染合金,改变其机械参数)。我们缺少能够对比球状和块状焊点机械性能的、有凸点和无凸点倒装芯片的、以及显示无铅合金机电性能改变的图表。
对焊料凸点和外部环境间接触区域的仔细检查显示出,硬度对插座设计,电气接触(阻抗和接触电阻)以及整个产出有明显的影响。不仅包括无铅合金硬度增加带来的问题,就连表面氧化物/助焊剂残留的综合效应,也能在首次电气接触和接触电阻上产生多种影响。
两种现成的“BGA”器件(相同封装,一种含铅量高,另一种不含铅;精确的合金成份与本次试验无关)被用来评价焊料切换带来的影响。图1和图2显示了一个明显的负荷变化情况,以证实类似的凸点变形。(形变程度和为形成电气接触而在凸点上所施加的最小外力有直接关系对于使用锡铅合金的电气接触而言,是典型的形变情况)


如图3和图4所显示的,在目标负荷情况下,含铅量高的器件会比无铅合金器件发生最高可达50%的形变。当负荷移走后,含铅量高的器件会保留比无铅合金器件多达75%的形变。这种现象和高铅焊料的机械特性有关,并在铜互连封装的倒装芯片上表现得尤其明显。改变凸点的化学成份会导致在冶金学和机械性能方面的一系列改变;很可能是由于铜在焊接过程中的溶解和形成新的合金造成的。


当我们寻找改进安装到插座上的BGA或探针卡上的倒装芯片寿命的方法时,需要懂得如何从高铅向无铅切换才会影响到电气和机械性能,那么,物理测试是必需的。对于倒装芯片,为确定是否在提高产出的同时能维持更好的工艺控制,电气机械特性的比较分析是必需的。伴随着正确的工具设定(该过程使用改良自CSM仪表的工具),电气接触电阻——也包括确切的首次电气接触及机械持久力——能很容易获得。
在评估中,我们确定了处于确切电气接触和机械形变之间的最佳接触点,以便更好地进行工艺控制。数据显示,从高铅向无铅的切换,在电气或机械方面都不是一个简单的转换,这和回流温度无关。这一方法也给研究者提供了一个早期的机会,以评估在焊料凸点的可靠性方面由于测试设备未对准而造成的影响。
电气机械数据提供给工艺/设计FMEA人员在合金选择方法上一个无偏差的数据。相对建模方式,这一基于实际数据来选择合适材料的方法,在插座配置和界面硬件的配置上,从工程方面去除了凭猜测所做的工作,做到了“一次正确”的设定。合金的电气机械特性的确定不仅仅帮助了封装设计人员,也为器件设计提供了支持。无论在机械还是电气方面,由于将器件装入插座并测试而需要增加的负荷,硅片或许会被损坏。同样重要地,如果实现电气接触所需要的力超过机械负荷极限时,具有低介电常数(Low K)结构的倒装芯片将会面临可靠性的问题。
小几何尺寸的高铅倒装芯片凸点在实现电气接触时,通常每个凸点需要承受15到20克的力。我们的团队使用了一个经改装的“CSM-Instruments”的微米级硬度工具,针对模拟稳定电气接触和产出所需要的力的变量做出快速的评估。结果显示,相对于锡铅焊料,无铅材料可能需要增加70%甚至更多的负荷(这个结果由四点探针机构的 Kelvin 连接确认过了,显示了一个74%的差别。CSM工具使用了大约5分钟,而使用 Kelvin 连接可能需要将近两周时间才能得到结果)。代替标准测试模块的电阻系数和硬度,设计者和工艺工程师需要向焊料和仪器供应商索要这类数据。
上述因素在FMEA上可能带来更大的变化,并且对性能产生影响(对部件和器件是相似的),比如助焊剂残留物,氧化物,合金污染物应该和凸点合金一同被评估。清洗和其它通过去除助焊剂残留和氧化物来清洁凸点的工艺,可以作为一个附加的标准,以便在一个实验设计中得到验证。DoE过程可以被概括为,针对凸点合金而建议采用正确的探针设计来匹配优先的目标产出,同时增加生产量和优化硬件设计。
针对凸点的几何形状优化探针设计是非常必要的,这有助于防止探针在有效刺穿助焊剂残留物和氧化层,保证电气连接的同时,对凸点产生损伤(要形成电气接触,有些凸点的形变是需要的;过多的负荷导致了损坏和产出率的降 (低)。该工艺已从几个月(有临界结果)被改进到了几天(有精确的测试结果)。伴随着正确的方法,不断改进的工艺,以及器件和设备的优化,一个完整的凸点形变和电气优化的分析用不了3天就可以完成。
最后,当比较无铅和高铅焊料时,注意由于尺寸的变化,在倒装芯片的焊料凸点和μBGA封装间(250μm凸点几何尺寸相对750μm),会产生耐久力的变化。当加载了不同的负荷时,可以观察到“形变”上的差别。实验的结果是符合实际的测试数据的,其误差小于5%(如果 Kelvin 连接是个因素的话,部分的误差可以被消除)。对于测试硬件设计,预防性的维护(PM)和晶片的破裂而言,这一差别是非常关键的,尤其是当无铅凸点安装在低介电常数焊盘上时。在封装或晶片上过多的负荷可能导致部件的损坏和设备的停机。如果使用无铅焊料,尤其是使用在低介电常数结构上时,一个和这里所讨论的某个类似的分析方法,可能对市场销售和可靠性的改良是有帮助的。
上一篇:电磁超声换能器的前置放大电路设计
下一篇:大批量生产环境中无铅实现对测试的影响
推荐阅读最新更新时间:2024-03-30 23:01
用IGBT代替MOSFET的可行性分析

一、 引言 电力电子设备正朝着高频、高效、高可靠、高功率因数和低成本的方向发展,功率器件则要求高速、高可靠、低损耗和低成本。目前所用功率器件主要是功率MOSFET和IGBT.IGBT是为降低功率MOSFET的导通电阻RDS(ON) ,将双极晶体管的集电区电导调制效应引入MOSFET的漏极,实现了漏极高阻漂移区的电导调制效应,从而降低了IGBT的导通压降VCE(ON) .从制造工艺上讲,MOSFET和IGBT的不同只是原始Si材料的不同,MOSFET采用N-N+同型外延Si片,IGBT采用N-P+异型外延Si片,在同型外延Si片上用MOSFET工艺生产出的器件为MOSFET,在异型外延Si片上用MOSFET工艺生产出的器件为I
[电源管理]

现阶段可行性更高 浅析增程式电动车技术
本届上海车展中,新能源依然是技术方面的主题。各大厂家也都拿出自己最新的研究成果,展示给大众。目前,新能源技术主要可分为混合动力、燃料电池、纯电动三大类型。而今天我们要介绍的这项新车技术,是介于混合动力和纯电动车之间的一种类似,它就是——增程式电动车(EREV)。 从原理上讲,增程式电动车采用电机产生的动力驱动车辆,应该可以划归于纯电动车型,但是由于其内部可以采用内燃式发动机为电池充电,增加里程,所以它也与混合动力车型很相像,定位众说纷纭。特别需要注意的是,增程发动机只在电力匮乏或高速行驶时启用。 雪佛兰Volt(沃蓝达) 雪佛兰沃蓝达是现阶段最成功的一款配备增程式电动车,它也是通用汽车新能源技术的一个里程
[汽车电子]
灯光控制器——使用TPT进行测试自动化的标准示例
在PikeTec,我们有一个示例来展示我们的测试自动化工具TPT:灯光控制器。 这些信息正在等着你: 为什么是这样一个简单的例子? 灯控制器演示模型的主要功能 灯控制器演示模型的接口 灯控制器演示模型的行为 特殊情况-更改为自动模式 特殊情况-在自动模式下改变光强 不同的实现类型 在哪里可以找到它? 快速上手指南 Fun-Fact 为什么是这样一个简单的例子? 选择用这个乍一看很简单的例子,我们有如下几个理由: 简单:灯光控制器的操作简单易懂。因此,它是一个能让人将全部注意力集中在TPT的功能的理想模型。 可管理的范围:它提供了在汽车软件开发中发现的典型实现机制的清晰而简洁的演示,例如滞后
[嵌入式]
MSAP无线接入技术集成可行性分析
MSAP无线接入技术集成可行性分析,无线接入技术集成和配置有很多相似的地方,下面主要介绍无线接入技术集成。其实也能看出无线接入技术集成方面的一些端倪,融会贯通之后,一切都很简单。
1 MSAP简介
MSAP采用传统的SDH技术,以SDH技术为基础,采用先进的GFP、VCAT和LCAS技术,融合以太网交换技术和ATM交换技术,实现TDM业务、以太网业务和ATM业务的综合传输。
2无线技术与MSAP集成的可行性
作为无线接入技术集成平台的设备,除了需要具备多业务的传送能力,还需具备无线接入技术集成手段的多样化。目前城域网的建设中,MSAP是最靠近用户侧,也是最
[网络通信]
数字开关电源控制系统测试过程
功能演示版本已经完成。0~36V连续可调步进0.1V 误差 -0.03V 0~12A恒流可调 步进0.1A 误差 -0.1A (演示版本是10位精度的)。 现在10位、12位精度的控制系统已经完成!可以用来改装现有大、小功率模拟开关电源,可轻松实现灵活的数字通信、人机界面和可编程控制。 图是刚完成的12位精度控制系统 电脑控制端界面 开启输出控 电压、电流设置端界面 关闭控制后的界面 恒流和恒压模式下的实际测量 最近做的纹波测试恒压模式下33.1V空载条件下的纹波测量结果20mv档 50mv档 恒压模式下33.1V输出11A电流条件下纹波测量结果 带载测试的图片 设定输出电压35.9V LED显示
[测试测量]
调试设计:芯片设计中必不可少之举
测试与调试分别有不同的问题。在测试中,目的是要尽快确定芯片是否以较高的稳定性正常工作,而不是绝对的稳定性。现在芯片设计团队普遍认识到,这需要在芯片上添加DFT(可测试设计)电路。第三方工具和IP (知识产权)企业可帮助实现此目标。 而调试则完全不同了。调试的目的并不只是简单地确定芯片出现了故障,而是要找出故障的原因。这种检查并不限于在测试台上的几秒钟,可能要持续数周时间。它并不是自动进行的,而是需要芯片设计团队的参加。它出现在设计周期中的离散点上:在第一个芯片设计阶段、在可靠性研究阶段和现场故障分析阶段。 根据这种情况,可以想象,良好的DFT 策略应能够满足芯片调试的需要,而且,实际上也往往是如此。随着SoC(单片系统) 设计越来越
[半导体设计/制造]
 深度学习高手笔记 (刘岩)
深度学习高手笔记 (刘岩) 控制系统计算机辅助设计 — MATLAB语言与应用
控制系统计算机辅助设计 — MATLAB语言与应用









 京公网安备 11010802033920号
京公网安备 11010802033920号