关键词:激光三角法测厚,硬件设计,软件设计
1 引 言
对板材在线检测,目前国内大多数厂家采用射线法,该方法的优点是快速非接触连续测量,精度不受被测物体弹跳、移动影响,误差可以达到小于待测物厚度的±1%。主要缺点是射线会对人体造成伤害,射线也污染环境。
三角法是一种成像法,测量精度很高,测量重复性好,可达10μm左右。该方法的特点是远距离与较高的速度和精度相结合,测量点小,适用范围广,不受被测材料的限制,对大多数不透明的物体都可以适用,近年来该方法用于测量位移、厚度,在国内很受重视。
2 测量原理
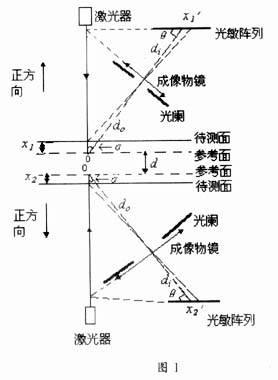
用一束激光照射到被测物面上,由物体表面散射光成像,通过光电传感器CCD(电荷耦合器件)将像信号转换为电信号测出其像点位置。物面移动时,因像点相应移动,由此即可求出位移量。在检测过程中,用激光上下表面双三角法,准确地测量运动物体的厚度。
图1中do和di分别为参考点处的物距和像距;α是散射光接收角;θ是成像角;x是物位移;x′是像位移;d为上下两参考面之间的距离。
根据公式:![]()
可求出x1,x2;再根据待测物体厚度为x1+x2+d,可求出物体的厚度。
激光三角法测厚由于其所用激光束径为几十μm,故可对物体进行点测厚,这是射线法对面测厚所不能做到的。另外,激光是可见光,易调试。
3 硬件设计
3.1 探头设计
激光器采用与CCD光敏光源相匹配的5mW He-Ne激光器,由于该激光器工作寿命可长达5万小时且功率高,这样就能使探测口开小一些,也即光阑口径小一些,使背景光的信号弱。

光学透镜采用f=60mm,物距、像距都约在120mm,使测量点在光轴附近,若测量范围大时,d取得大些。
3.2 数据采集及接口设计
CCD线阵(1024个像素,间距14μm)及其驱动电路板探头内,该电路板上自带A/D转换、缓存器和RS485通讯口(传送数据的波特率为38.4Kbps)。RS485-RS232通讯转换模块及微机在监控室,数据传输线采用屏蔽电缆且屏蔽层接地,以消除外界干扰信号的串入。
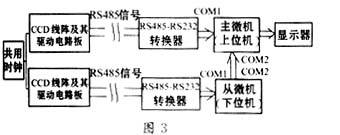
两块CCD采用同步时钟同时采样,上一路信号送主机,下一路信号送从机。从机对采集来的数据进行分析处理得到下位移x2,然后送主机。虽然从机功能简单,也要用奔腾机,要满足数据处理的高速度(与主机匹配)及采集和发送数据的高波特率;系统标定的参数由于热胀冷缩及不小心碰撞会发生变化,再次标定参数很方便,直接接上显示器调用标定参数子程序即可;微机的价格现在已很便宜。
4 系统软件设计
首先通过软件设置CCD的光积分时间,在内存中开辟出1024×8位的存储区供采集来的数据缓存用。主从机各自读COM1口数据,进行阈值二值化处理,然后根据求中点得出像的位置z1、z2,再根据各自像上零点位置z0、z0′求出像位置x′1、x′2,x′1=(z1-z0)×14μm,x′2=(z2-z0′)×14μm。根据标定好的系统参数求出x1、x2,从机把数据x2通过COM2口送主机,主机采得从机数据后得到板材厚度h。然后主机保存该厚度、判断厚度是否正常,若正常则重新采集数据,若不正常则报警,然后去采集数据。主机、从机系统软件流程图略。
5 结束语
该板材在线测厚系统的精度为20μm,测量重复性好,抗干扰性好。由于数据采集用串行口通讯,每秒采样4个点。
2 章小兵.激光三角法测厚研究.中国科学院安徽光学精密机械研究所硕士学位论文,1999
3 章小兵,戚俊,张毅等.一种关于大位移激光三角法测量参数标定方法的研究.量子电子学报,2002,19
上一篇:为什么要发展测试友好技术
下一篇:超低功耗低测量频率数据采集记录系统的设计
推荐阅读最新更新时间:2023-10-12 20:33

 电子线路设计·实验·测试 (谢自美)
电子线路设计·实验·测试 (谢自美) 硬件架构艺术:数字电路的设计方法与技术
硬件架构艺术:数字电路的设计方法与技术
- 英飞凌推出OptiMOS™ Linear FET 2 MOSFET, 赋能先进的热插拔技术和电池保护功能
- USB Type-C® 和 USB Power Delivery:专为扩展功率范围和电池供电型系统而设计
- ROHM开发出适合高分辨率音源播放的MUS-IC™系列第2代音频DAC芯片
- ADALM2000实验:变压器耦合放大器
- 高信噪比MEMS麦克风驱动人工智能交互
- 在发送信号链设计中使用差分转单端射频放大器的优势
- 安森美CEO亮相慕尼黑Electronica展,推出Treo平台
- 安森美推出业界领先的模拟和混合信号平台
- 贸泽开售用于快速开发精密数据采集系统的 Analog Devices ADAQ7767-1 μModule DAQ解决方案










 京公网安备 11010802033920号
京公网安备 11010802033920号